Le défi: utiliser ma propre argile
Je ne pars pas de zéro, les essais initiaux étaient concluants, voir l’article « argile du jardin »

Voici son analyse chimique réalisée par la Société Française de Céramique:
SiO² 75,52; Al2O3 13,19; TiO2 0,82; Fe2O3 4,35; CaO 0,66; MgO 0,89; K2O 0,89; Na2O 0,70; P2O5 0,09 et Perte au feu à 1150°C 4,32
L’analyse chimique ne permet pas de dire dans quelle catégorie ranger cette argile. Connaître sa composition ne suffit pas pour prédire ses propriétés physiques.
Pour exemple, l’analyse chimique du grès de St-Amand chamotté :
SiO² 65,30; Al2O3 21,10; TiO2 0,80; Fe2O3 1,41; CaO 0,22; K2O 1,68; Na2O 0,32; MgO 0,15; MnO 0,02 et Perte au feu 9,00
Quelle méthode appliquer pour savoir comment l’utiliser en poterie?
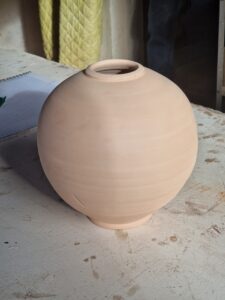
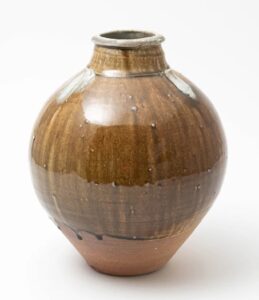
De mes précédents essais je retiens: argile de bonne qualité, qui se tourne bien, qui se cuit un peu comme du grès, à 980°C pour le dégourdi (elle devient de couleur orange) et à 1200°C pour une couverte ou un émail . Elle donne une belle couleur rouge grenat à 1200°C.

A 1280°C elle devient noire (magnétite) et se met à fondre:

Tout d’abord, je dois choisir le type de cuisson:
– pour la 1ère cuisson en dégourdi: 980°C comme le grès ou 1020°C comme la faïence, ou entre les deux : 1000°C ? Je vais choisir 980°C car j’ai déjà essayé et les résultats étaient corrects. De plus, ça me facilitera la gestion du four de ne pas avoir une nouvelle courbe de cuisson dédiée.
– pour la 2ème cuisson après couverte ou émail: je vais choisir 1200°C car en dessous la couleur serait moins belle et les pores seraient moins fermés. Au dessus de 1200°C, je crains le début de fusion et la magnétite noire comme ci-dessus. En plus, je cuits beaucoup d’émaux sur grès à cette température, donc je me facilite la tâche dans la gestion des courbes de cuisson.
Ensuite, je cherche une recette d’émail compatible:
Je veux éviter que le pot se fende comme sur la photo ci-dessus. Dans l’article sur le coefficient de dilatation thermique , je précise: « il faut que le CDT de l’émail soit inférieur à celui de la pâte. Des tolérances sont acceptables, évaluées à 10 à 15 points pour la faïence et à 1 à 5 points pour le grès et la porcelaine. »
Faisons appel à deux personnes compétentes: Jean-Pierre PRIETO et Christian CHARRE
Je leur envoie la photo, la composition de l’argile et la composition de deux émaux qui ont entraîné la casse du pot et leur demande comment éviter cela:
Argile: SiO² 75,52; Al2O3 13,19; TiO2 0,82; Fe2O3 4,35; CaO 0,66; MgO 0,89; K2O 0,89; Na2O 0,70; P2O5 0,09 et Perte au feu à 1150°C 4,32
Email 1 : Feldsp Sod 18, Sil18, Kaol 18, Dol 18, Fritte 3134 18, Spodumene 10
Email 2 : Fritte 3195 39,85, Sil 27,35, Cornwall stone 18,48, craie 8,87, Ox Zinc 5,45
Les réponses des experts:
Réponse de Jean-Pierre PRIETO:
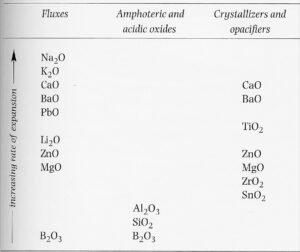
» Au refroidissement le pot a voulu continuer à se contracter mais l’émail à l’intérieur ne l’a pas laissé faire. L’émail est épais, le pot est fin, donc c’est l’émail qui a gagné la bataille. Essayez d’augmenter le coefficient de l’émail, ou bien d’émailler plus fin ou bien de tourner plus gros «
Tableau joint à ce commentaire montrant le taux d’expansion des composants:
Réponse de Christian CHARRE:
» En regardant tes analyses et les formules des émaux je constate qu’il y a une différence d’élasticité entre la pâte et les deux émaux . Ta pâte est autour de 70 gpa et tes deux émaux autour de 80 . Donc un écart qui provoque très probablement la casse. Ta pâte ne contient pas tout à fait assez de silice ; il faudrait monter entre 73 et 75 °/° . Le mieux serait de mettre de la cristobalite forme calcinée de la silice. C’est peut être la première chose à tenter si tu veux conserver tes émaux à l’identique.
Tu peux aussi essayer d’augmenter la durée de cuisson et la température de cuisson. Sinon, si tu ne veux pas toucher à la pâte il faut modifier les émaux et baisser leur élasticité. C’est plus compliqué mais on peut calculer l’élasticité et ajouter ou retirer des matériaux en vue de baisser ou monter celle ci. Cependant vu que l’écart est assez important et qu’il faut plutôt que l’élasticité de l’émail soit inférieure à celui de la pâte et pas l’inverse il sera sans doute difficile de baisser l’élasticité de tes émaux sans les modifier notablement. »
Mes conclusions:
Augmenter la teneur en silice de l’argile: elle contient déjà 75,52% de SiO² et les tests virtuels n’apportent pas de modification significative de l’élasticité.
Tourner plus gros : personnellement je préfère les pots fins donc pas de changement
Emailler plus fin: oui, je vais émailler un peu plus fin (deux couches au lieu de trois)
Baisser l’élasticité de l’émail: c’est possible mais je ne vais pas tenter de modifier les deux émaux précédents. Je peux créer de nouveaux émaux d’élasticité inférieure à celle de la pâte (70gpa)
Enfin, chercher à modifier l’élasticité de la pâte avec l’ajout de nouveaux composants
Au total, je dois donc tourner un peu plus épais, émailler un peu plus fin, appliquer un émail d’élasticité plus faible ou augmenter l’élasticité de la pâte
C’est cette dernière proposition que je retiens et ne change rien aux autres.
Comment faire baisser l’élasticité d’un émail?
Quels matériaux contribuent à faire baisser l’élasticité? Dans ma recherche sur internet, je trouve une réponse dans « ceramique-technique.com » :
La caractéristique d’élasticité d’un matériau est définie par le module de Young exprimé en GPa. Plus la valeur du module est basse et plus le matériau acceptera une déformation mécanique.
Essais prévus au printemps quand la météo sera plus clémente.
23 Mars 2026: reprise des essais
1/ Extraction de l’argile

Extraction de l’argile (voir chapitre argile du jardin)
Je jette l’argile dans une bétonnière avec de l’eau. Puis je la filtre au tamis à maille 80 et 100 donnant une pâte liquide. Je la laisse environ 2 jours dans un drap déposé sur la terrasse et la laisse enfin reposer sur une plaque de plâtre.
2/ Augmenter l’élasticité de l’argile
Pour l’instant, je choisis de ne pas modifier la composition des émaux et plutôt tenter d’augmenter l’élasticité de l’argile.
2a/ Reproduire la composition de l’argile locale
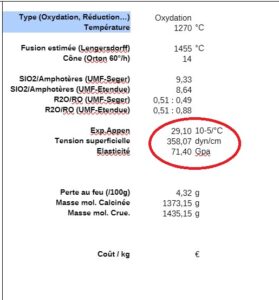
Je renseigne la composition chimique de l’argile dans Libpotoulz et trouve une élasticité de 71,4 Gpa.

2b/ Augmenter l’élasticité de l’argile
Là aussi, c’est en essayant divers composants que j’arrive en à trouver deux qui pourraient convenir: le silicate de Zirconium et la Colomanite borocalcite
J’ajoute à la formule de l’argile dans Libpotoulz et obtiens:
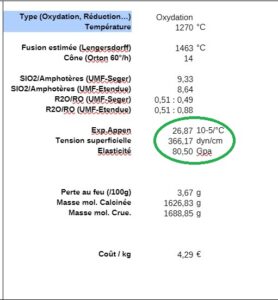
- Le silicate de Zirconium 14,89% : élasticité 80,5 Gpa

- Colemanite12,8% et Silicate de Zirconium4,27%: élasticité=80,09 Gpa
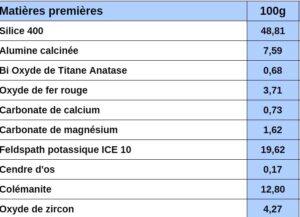
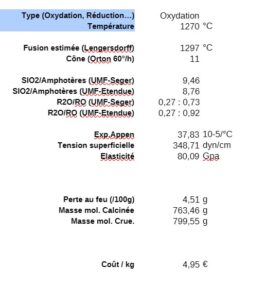
L’élasticité de l’argile devient égale ou supérieure à celle des émaux dont je ne modifie pas la composition.
2c/ Faire des essais avec l’argile brute et modifiée
Tournage de pots avec les 3 types d’argile que je vais laisser sécher et cuire dans les mêmes conditions.

Tournage de pots en argile brute et en argile modifiée (Zironium et Colemanite + zirconium) après tournassage
3/ Résultat
3a/ Après cuisson du biscuit à 980°C

La colemanite a abaissé le point de fusion de l’argile. Les deux pots ont complètement fondu. Par contre l’argile+zirconium a bien résisté.
3b/ Après émaillage et cuisson à 1200°C

Les deux pots en argile 85% + zirconium 15% ont été recouverts par les deux émaux initialement choisis. Les deux pots ont bien résisté.
Conclusion:
Expérience concluante dont je rappelle l’objectif:
Deux émaux appliqués sur une argile locale ont conduit à la casse des pièces après cuisson à 1200°C. Modifier la composition de l’argile sans changer celle des émaux peut-elle éviter la casse?
L’ajout de 150g de silicate de zirconium à 850g d’argile est une option favorable pour éviter la casse des pots .
Pourquoi? Parce-que l’ajout de zirconium augmente le coefficient de dilatation de la pâte dont l’élasticité passée de 71Gpa à 80Gpa, identique voire un peu supérieure à celle des émaux
06/04/2026 Diminuer le taux de Zirconium
Le coût de 5kg de Zirconium chez Ceradel est à 63,35€ soit 12,6€/kg.
L’ajout de 15% de zirconium à la terre locale sera de 1,89€/kg de terre soit 18,9€/pain de 10kg ce qui est beaucoup trop cher.
Puis-je diminuer la concentration en zirconium en conservant au mélange une élasticité suffisante.
Si on prend comme référence le grès GSA qui convient à la plupart des émaux, son élasticité est de 73,75 Gpa. Quelle quantité de zirconium apporter à la terre locale pour obtenir une élasticité proche de celle du GSA?
L’apport de 5% de zirconium à l’argile locale augmente l’élasticité à 74,27Gpa pour un coût de 0,63€/kg: j’adopte ce compromis
Je vais faire des essais avec 95% d’argile et 5% de zirconium pour un coût de revient des 10Kg de terre à 6,30€. Par comparaison, les 10kg de GSA chez Solargil coûtent 11,39€. C’est acceptable.