Nous avons vu dans un article précédent comment créer un émail vert.
L’article se termine par: maintenant il faut faire un choix.
Ce choix, c’est l’oxyde de chrome. J’exclus l’oxyde de cuivre car il ne passe pas toujours les tests de laboratoire pour l’alimentaire. Pour le chrome, je sais qu’il passe les tests à la dose de 0,04% (voir test en laboratoire d’un émail rose).
Est-ce qu’il passe le test à une dose plus élevée? Tout dépend de la base utilisée, car il ne faut pas qu’il y ait de transfert, c’est-à-dire qu’il faut que l’oxyde soit solidement accroché aux autres éléments de l’émail.
Choix de ma base
Je choisis ma base (cône 6 -Oxydation) dans Glazy.org:
A l’ Oxyde de Chrome, j’ajoute: Rutile et Di-Oxyde de Titane
Les tests
1ère série de tests
Six tests pour commencer, cuisson à 1200°C en four électrique (cône 6)
%
%
%
%
%
%
Ox. Chrome
1
1
1,2
1,2
1,4
1,4
Rutile
2
4
2
4
2
4
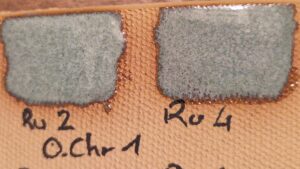
Cette première série de tests a pour but de s’assurer que l’émail est de bonne qualité, qu’il ne coule pas, qu’il s’étale bien, qu’il est de couleur verte, même si la photo ne le montre pas bien.
Mon choix : Ox. de Chrome 1,4% + Rutile1,5% + Di-ox.Titane 0 et 3%
Chr1,4-Ru1,5Chr1,4-Ru1,5-Ti3
Prochaine étape: le labo
Il faut passer les tests de laboratoire pour voir si cet émail convient à l’alimentaire. Résultats à venir…
02/12/2025 Résultats de l’émail Ru1,5%/Ox. Chr1,4%
CCE2 Consultance en Chimie des Eaux Industrielles Céramique et Chimie des Emaux CCE2 S.R.L. Rue de Hannut, 15B eric.swanet@gmail.com Tel: +32 498 51 22 87 1350 Marilles TVA : BE 0791 559 986
CONCLUSION
Aucune migration d’élément potentiellement toxique n’est détectée. L’émail est certifié compatible au contact alimentaire.
Aucune migration d’élément constitutif de l’émail n’est décelée.
L’émail est certifié très stable au contact acide.
Document annexé :
Fichier Excel (synthèse des analyses de la SWDE)
et en allant voir sur internet leur référencement que je trouve « émail fourrure de lièvre ». Je me suis hameçonné comme le poisson au bout de la ligne. C’est quoi un émail en fourrure de lièvre?
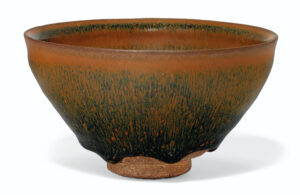
Couverte feldspathique avec fondant à base de carbonate de calcium et de potasse et grande quantité de fer (6%). Le surplus non dissous de fer en suspension est emmené par les bulles d’air qui éclatent à la surface. Elles forment des points d’oxyde de fer qui coulent le long des parois et forment des taches. Cet effet nécessite une cuisson à 1300-1330°C.
Ce type de couverte est employé sous les Song (960-1279).
Voici un résumé clair et pratique sur l’émail « fourrure de lièvre » en céramique (aussi appelé « hare’s fur » en anglais, 兔毫釉 en chinois).
1) Définition:
C’est un type d’émail historique, célèbre sur les bols Jian (Jian ware) de la dynastie Song (Chine). Apparence caractéristique : fond sombre (brun-noir) strié de fins « poils » verticaux brun clair, argentés ou métalliques rappelant la fourrure d’un lièvre. Lié aux émaux tenmoku/天目 utilisés aussi au Japon.
2) Pourquoi cet aspect apparaît (principes)
– Émail riche en fer : des composés de fer dans la glaçure cristallisent ou s’orientent pendant la cuisson/réchauffement, formant des traits fins.
– L’atmosphère réductrice pendant la cuisson favorise la réduction de l’oxyde de fer et la formation des bandes.
– Épaisseur de l’émail, tension de surface et composition (fluide vs visqueux) déterminent la longueur/largeur des « poils ».
3) Composition et paramètres (généralités)
– Base : fond feldspathique/ash-type (émail silicaté), parfois avec ajout d’oxyde de fer ou d’un engobe riche en fer sur la pièce.
– Teneur en fer : typiquement notable — on trouve des plages allant de quelques pourcents à 10–15 % d’oxyde de fer selon la recette (les chiffres varient selon les recettes modernes).
– Température : cuisson haute température pour grès/stoneware — généralement dans la fourchette ~1200–1300 °C (cônes ~8–10).
– Atmosphère : réduction (less oxygen) pendant la montée et/ou le refroidissement; un refroidissement contrôlé favorise la cristallisation et l’apparition des stries.
4) Techniques pratiques pour obtenir l’effet
– Préparer un émail/engobe riche en fer (ou appliquer un engobe ferreux sur la surface avant glaçure).
– Application : coulage généreux ou superposition pour obtenir une épaisseur suffisante. Les coulures verticales favorisent les « poils ».
– Cuisson en réduction : contrôler l’atmosphère du four (charbon, gaz ou agent de réduction), et éviter une réduction trop brusque ou trop faible.
– Contrôler le refroidissement (parfois maintien ou refroidissement lent) pour laisser se former/grossir les cristaux qui créent les traits.
– Expérimenter avec additions (rutile, titane, manganèse) et variations d’épaisseur — elles modifient l’apparence (passage vers « oil-spot »/taches métalliques ou vers des bandes plus nettes).
5) Variantes et confusions
– « Hare’s fur » se distingue de « oil-spot » (gouttes métalliques) et d’autres effets Tenmoku ; les transitions entre ces aspects peuvent être subtiles selon la recette et la cuisson.
– Les résultats sont très sensibles au four, au lot d’argile et aux petits changements de recette — prévoir d’innombrables essais.
6) Problèmes fréquents
– Pas de stries : souvent manque d’oxyde de fer, cuisson oxydante, trop peu d’épaisseur, refroidissement trop rapide.
– Sur-glaçure qui coule trop : réduire l’épaisseur ou modifier la viscosité.
– Variation excessive : normal en cuisson réductrice ; documenter et standardiser l’empilement et l’alimentation en combustible pour la répétabilité.
7) Mécanismes chimiques
– Fer : l’oxyde de fer (Fe2O3 ➜ réduit partiellement en FeO/Fe ou en phases magnétiques comme la magnétite) est l’agent clef. La quantité et l’état d’oxydation du fer contrôlent la couleur et la métallisation.
– Réduction : une atmosphère pauvre en oxygène favorise la réduction des oxydes ferriques, créant les nuances sombres et les reflets métalliques.
8) Mécanismes physiques
– Phase séparation & cristallisation : sous l’effet de la chaleur et du refroidissement la glaçure peut se diviser en domaines riches et pauvres en fer ; des cristaux ou agglomérats ferriques (ou des dépôts vitreux à surface différente) forment les « poils ».
– Tension de surface et écoulement : la viscosité/glace en fusion et la gravité favorisent l’orientation verticale des stries lors du ruissellement. Les bulles de gaz et sites de nucléation (impuretés, grains non fondus) influencent la taille et la distribution.
– Additifs (rutile, titane, manganèse) : modifient la manière dont le fer cristallise et peuvent faire apparaître plus d’« oil spots » ou altérer la couleur/métallicité.
9) Paramètres de cuisson pratiques
– Température : généralement haute température (stoneware/grès). Plage typique ~1200–1300 °C ( cônes 8–11 selon le four). Les bols Jian historiques étaient cuits très chaud (vers ~1280–1300 °C).
– Atmosphère : réduction recommandée, surtout lors de la montée et du refroidissement ; la réduction pendant le refroidissement est souvent cruciale pour la formation des poils.
– Épaisseur de glaçure : assez importante ; si trop mince, les stries n’apparaissent pas. Trop épaisse peut couler excessivement.
– Refroidissement : un refroidissement contrôlé (parfois maintien, puis refroidissement lent) favorise la cristallisation visible.
10) Exemple de recette expérimentale (point de départ)
(Remarque : adapter selon matériaux disponibles et testez sur tessons.)
– Potasse feldspath : 40 %
– Kaolin (ou argile réfractaire) : 20 %
– Silice (sable) : 20 %
– Oxyde de fer (Fe2O3) : 8–12 % (commencer par 8 % et augmenter si nécessaire)
– Optionnel : rutile 2–4 % pour variations « oil-spot »
Application : dégraissage/engobe ferreux (optionnel : barbotine 2–5 % Fe2O3) ; trempage pour obtenir 2–3 mm de couche (ou plusieurs couches si besoin).
Cuisson : monter à 1240–1280 °C en atmosphère réductrice ; maintien 15–30 min ; amorcer refroidissement lent et veiller à maintenir réduction pendant la phase critique où la glaçure cristallise.
11) Technique d’application et points expérimentaux
– Engobe ferreux : appliquer un engobe (épais) riche en fer avant la glaçure pour accentuer les bandes.
– Épaisseur et coulures : favoriser des coulures verticales (glaçure suffisamment fluide) pour des lignes plus longues.
– Test systématique : réaliser une plaque d’essai avec variations en colonnes : 1) teneur en fer (5, 8, 12 %), 2) épaisseur (fine/ moyenne/épaisse), 3) présence/absence de rutile, 4) profils de réduction (légère/forte, prolongée au refroidissement). Photographiez et notez chaque test.
12) Problèmes fréquents et remèdes
– Pas de « fourrure » : vérifier réduction, augmenter Fe2O3, augmenter épaisseur, tester engobe ferreux.
– Glaçure qui coule trop : réduire flux (moins de feldspath), diminuer épaisseur, ajouter un peu d’argile pour épaissir la glaçure.
– Résultats très variables d’un four à l’autre : normal — standardisez positionnement, quantité de combustible/ventilation et documentez précisément.
Pour ma première utilisation de ChatGPT dans ce blog je ne suis pas déçu. Je peux lui demander plus, des références, des expérimentations… mais c’est un plaisir de chercher soi-même.
Peut-on créer la fourrure de lièvre en Oxydation?
Une partie de la réponse est dans la revue: Ceramics Art Network
John BRITT, célèbre céramiste américain donne en 2013 dans cette revue des explications plus détaillées. Surtout, il offre la possibilité de l’obtenir en oxydation.
Silver Iron Cup (détail), porcelaine avec un vernis de combinaison de fourrure de lièvre – deux manteaux de John’s SG-12, un manteau Candace Black, et un manteau de Hamada Rust, oxydation du cône 10.
Ci-dessous un résumé du texte de John Britt:
« Aujourd’hui la plupart des potiers sont familiarisés avec les émaux tenmokus et la cuisson en réduction. Mais pour obtenir des effets goutte d’huile les tenmokus rigides nécessitent d’être cuits en oxydation ».
Principe chimique simple:
Fe2O3 est en principe réfractaire à l’oxydation mais il peut aisément être changé en fondant sous forme de FeO en réduction. Pour les gouttes d’huile, nous sommes intéressés dans l’aptitude du fer à d’auto-réduire. A cône 7 (2250°F ou 1232°C), Fe2O3 ne peut maintenir sa structure cristalline trigonale et il se réarrange en structure cubique, la magnetite (Fe3O4) qui se réduit encore pour devenir ferreuse (FeO). Ceci est appelé la réduction thermique.
Echappement de l’oxygène
Ceci signifie que lorsque c’est suffisamment chauffé, l’oxyde de fer rouge utilisé dans l’émail laisse s’échapper un atome d’oxygène. Alors que les bulles d’oxygène libérées atteignent la surface de l’émail, elles entraînent un peu de magnétite avec elles et la déposent en surface. Une tache noire rugueuse est laissée sur la surface de l’émail. Elle est différente de l’émail environnant en raison d’une grande concentration d’oxyde de fer dans cette petite surface et de sa re-oxydation pendant le refroidissement.
Effet goutte d’huile
Pour finaliser l’effet goutte d’huile, on doit en premier appliquer une épaisse couche d’émail et cuire en oxydation à cône 10 ou plus haut . L’émail va buller vigoureusement pendant que le fer se réduit thermiquement.
Contrôler le refroidissement
Une période de trempage est utile à la fin de la cuisson pour permettre aux bulles de se lisser. Ceci peut être fait par des moyens divers qui donnent des changements subtils dans l’aspect final de l’émail. Par exemple, certains cycles de cuisson ralentissent la courbe finale de 1232°C à 1287°C jusqu’à 10°C/h ou moins alors que d’autres atteignent 1287°C avec un palier d’une heure et d’autres encore cuisent à cône 12 ou 13.
La base de l’émail
La plupart sont des bases de feldspath avec 5 à 8% d’oxyde de fer rouge. Ceci produit du brun sur des taches brunes. L’ajout de carbonate de cobalt à 2-5% produit une surface d’émail avec des taches argentées flottant dans un champ noir.
Superpositions d’émaux
Une autre option inclut une approche multi-couches d’émaux. Les taches d’huile peuvent être réalisées en utilisant une barbotine de fer au dessous d’un émail temoku. John’s SG-12 appelé « émail barbotine » car il contient une grande quantité de barbotine argileuse. Il est appliqué en 1er.
JOHN’S SG-12 Cone 10-11 Oxydation
Cendre d’os
2,06%
Dolomie
5,53
Talc
3,08
Craie
1,73
Custer Feldspath
38,03
Red Art Clay
40,12
Kentucky Ball Clay
9,46
100,00
Ox. Fer Rouge
4,50
Rutile
1,00
Dans ce cas, utiliser la couverte 215 . John’s SG-12 s’applique de façon épaisse (3 couches) et la couverte en une ou deux couches.
Fourrure de lièvre
La fourrure de lièvre se dénomme ainsi parce que ça ressemble à la fourrure du lièvre. C’est un type spécifique d’émail en goutte d’huile qui est noir avec de délicates stries brunes. Une autre forme d’émail comporte des stries argentées flottant dans une base noire/brune ( appelée Yuteki). Une forme encore plus difficile à réaliser comporte des stries irisées. Très prisée, elle coûte cher. Aussi appeléYohen,cequisignifiechangeantdecouleur.
Comment faire?
Unefaçond’obtenirlafourruredelièvreestdecuire les glaçures très chaudesetdelesfaire tremper longuementpourpermettreàlaglaçuredecoulersurlecôtédupot,cequifaitcouleretfondrelestachesd’huilesurlecôtédupot.
Plus simple
Unmoyenplussimpleestd’utiliser un glaçage de couverture plus fluide,commelarouille Hamada,sur la glaçure à base de barbotine (John’s SG-12). Cela fait que les taches d’huile s’écoulent le long du pot, formant des stries délicates plutôt que de retenir fermement les taches d’huile. Ce coulage et ce processus de stries se modifient en utilisant différentes glaçures de recouvrement. Vous pouvez utiliser un glaçage de couverture kaki pour obtenir plus de couleurs orange, ou un saturat de fer pour donner plus de paillettes de fer.
Espresso Cup (détail), porcelaine avec John’s SG-12, puis Hamada Rust au-dessus, cône 10 en oxydation, 2011. Les variations de motif s’obtiennent en ajustant l’épaisseur du sous-manteau (SG-12) et du surmanteau (Hamada Rust).
Il ne me reste plus qu’à essayer: voir la 2ème partie
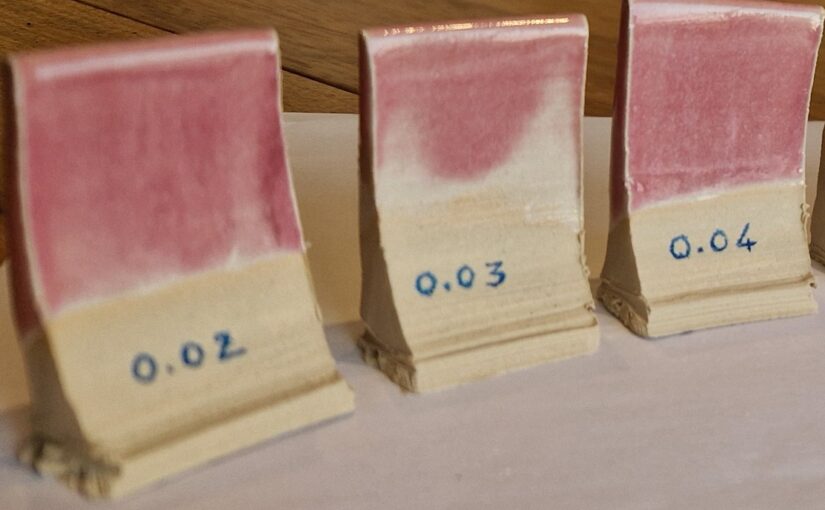
On obtient du rose avec 0,02g d’Oxyde Chrome et 5g de Dioxyde de Titane
A partir de 0,05g d’Oxyde de Chrome, on obtient du bordeaux
Le rose retenu est celui à 0,04g d’oxyde de chrome
L’ajout de Zirconium et de Bentonite pour 0,04g d’oxyde de chrome lui donne une couleur un peu plus soutenue, plus d’éclat, c’est cette recette qui est retenue in fine et appelée « Vienne 2025 » :Wollastonite 25%, Ferro Frit 3134 20%, Kaolin 20%, Silice 20%, Feldspath potassique 15%, Oxyde d’étain 5% et Oxyde de chrome 0,04% Zirconium 5% Bentonite 2%
26/02/2025: Préparation d’un seau d’émail de 4.481g : W1000g, F3134 800g, K 800g, S800g, FP 600g, OE 200g, OC 1,6g, Z 200g, B 80g. Résultat sur deux coupelles: un rose très pâle. Je m’en doutais car 1,6g d’oxyde de chrome dilué dans une telle quantité d’émail peut entraîner une dispersion moléculaire inhomogène. J’en ai ajouté 0,8g en le diluant dans 10ml d’eau et les nouveaux essais sont concluants, le rose est plus foncé.
26/02/2025 Comment personnaliser cet émail ?
Avant de passer à la production, tentons de nouveaux essais sans changer la recette. J’essaye d’obtenir un liseré de couleur différente sur la bordure du haut :
Essais bordure N°1
Je trempe tous les tessons une seule fois dans le seau d’émail Vienne 2025 et me munis de 11 gobelets. Dans chaque gobelet est introduit 4g de l’émail Vienne 2025 prélevé dans le seau d’émail déjà préparé. Dans chaque gobelet est ajouté successivement: 1/ Ox.Fer Rouge 0,032g 2/ Ox. Fer Rouge 0,064g 3/ Ox. Chrome 0,0036g 4/ Ox. Fer Jaune 0,035g 5/ Ox. Fer Noir 0,035g 6/ Carb. Cobalt 0,035g 7/ Ox. Cobalt 0,002g 8/ Rutile 0,035g 9/ Carb. Manganèse 0,035g 10/ OA23 prélevé dans le seau d’émail OA 23. La conversion en pourcentage correspond à une concentration de: 1/ Ox.Fer Rouge 0,8% 2/ Ox. Fer Rouge 1,6% 3/ Ox. Chrome 0,09% 4/ Ox. Fer Jaune 0,8% 5/ Ox. Fer Noir 0,8% 6/ Carb. Cobalt 0,8% 7/ Ox. Cobalt 0,05% 8/ Rutile 0,8% 9/ Carb. Manganèse 0,8% 10/ OA23 au pinceau
Email rose Vienne 2025 et bordures avec oxydes
L’émail Vienne 2025 sort renforcé en bordure par l’Oxyde de Fer Rouge, par l’Oxyde de Chrome, surtout par le Rutile, un peu par le Carbonate de Manganèse. Peu ou pas d’effet avec l’Oxyde de fer Jaune ou Noir. L’Oxyde de Cobalt et le Carbonate de Cobalt sont de couleur bleu foncé et claire, sans surprise. L’OA 23 à base de cendres de chêne détruit la couleur rose de l’Oxyde de chrome qui devient vert.
Essais bordure N°2
Préparation d’un nouveau seau d’émail Vienne 2025 en respectant scrupuleusement les concentrations puis grattage au scalpel et essuyage soigneux de la bordure du haut et application en deux couches au pinceau d’un nouvel émail :
N°1 Feldspath potassique 50g Craie 10g Kaolin 12g Rutile 20g N°2 Idem + Rutile 20g + Carb. de Manganèse 10g N°3 Idem + Rutile 20g +Ox.Fer Rouge 10g N°4 Idem + Titane 20gN°5 Idem + Ox. Fer Jaune 10gN°6 Idem + Titane 10g + Ox. Fer Noir 10gN°7 Vienne 2025* + Rutile 10gN°8 Vienne 2025* + Titane10gN°9 Vienne 2025* + Rutile 10g + Titane 10gN°10 Vienne 2025* + Rutile 10g + Carbonate de Manganèse 10g N°11 Vienne 2025* + Titane 10g + Carbonate de Manganèse 10g
* : Deux trempages successifs des tessons dans le nouveau seau d’émail rose
Question en suspens:la courbe de cuisson? car l’émail rose se cuit à cône 6 à 1200° alors que les autres se cuisent à cône 8 – 1260°. Que va-t-il sortir de cet assemblage d’émaux à la cuisson de 1200° cône 6?
Résultat:
La couleur rose tirant sur le violet est réussie. De 1 à 11 l’émail est issu du petit seau d’émail que j’ai refait, il est uniforme. Pour le 12 l’émail est issu du grand seau pour lequel j’avais un doute sur la concentration. Il est plus clair et il demande seulement un ajout de chrome. La cuisson est bonne, les 2 couches d’émail sont homogènes.
Pour les bordures, je n’aime pas du tout. L’émail que j’ai ajouté est mat et jaune ou marron. Consolation, je sais désormais faire un jaune mat.
Ci-dessous l’essai de Chantal: une bordure d’Oxyde de Fer Rouge dilué dans de l’eau directement sur le tesson puis émail rose. On obtient une bordure gris clair assez jolie.
Essais bordures N°3
Application de la méthode ci-dessus en utilisant de l’oxyde de fer noir, jaune ou rouge utilisé seul ou avec un autre oxyde Rutile, Titane, Carbonate de Manganèse. Ils sont dilués dans l’eau et appliqués sous ou sur l’émail Vienne 2025. Dans quel objectif?
Il y a deux objectifs :
1/ rehausser la couleur de la bordure 2/ estomper la limite avec l’émail rose, la rendre moins nette.
Seuls les essais avec uniquement un ajout de Fer (1, 2, 3) sont acceptables. Tous les autres essais avec un autre oxyde n’apportent rien de plus.
A gauche, oxyde de Fer au dessous de l’émail rose, à droite, oxyde de fer au dessus de l’émail rose.
Donc j’applique l’oxyde de fer rouge (le jaune ou le noir n’apportent rien de plus) au dessous de l’émail pour donner cette couleur grise. J’évite un trait rectiligne en me servant de la petite poire pour l’appliquer. Une fois l’émail rose appliqué par dessus l’oxyde de fer rouge, je parsème quelques touches d’oxyde de fer rouge par dessus avec la poire.
Finalement, seul l’oxyde de fer rouge est intéressant en bordure:
Il est intéressant non seulement par sa couleur brune mais aussi par le fait qu’il ne présente pas de risque pour un usage alimentaire, en étant déposé sur le bord « buvant » de la pièce.
Il reste seulement à savoir comment le déposer: au pinceau ou simple appui sur une assiette en contenant ?
Réponse : au pinceau!
J’ai essayé la poire, l’application directe, mais seul le pinceau fin donne un beau résultat. Si je veux obtenir une ligne brun-doré, j’applique au pinceau le jus d’oxyde de fer par dessus l’émail rose (over-glaze). Si je veux du gris clair je le mets en-dessous (under-glaze).
7 juin 2025: Deux courbes de cuisson
donnent deux teintes différentes
Cuisson four électrique A gauche: 1280°C A droite 1200°C
Cet émail se cuit normalement à 1200°C (cône 6). A droite, cuisson en four électrique en oxydation, ce qui donne un rose pâle. Le même émail dans le même four avec une cuisson à 1280°C (cône 9) donne un rose foncé.
L’émail a bien résisté à 1280°C. Ce n’est pas recommandé, il vaut mieux pour obtenir un rose plus foncé enrichir l’émail décrit ci-dessus en oxyde de chrome à 0,06 ou 0,08% en ajoutant Zyrconium et Bentonite comme précisé plus haut