Une série d’assiettes en grès a séché lentement, entre deux linges et deux rondeaux. Je les ai retournées matin et soir et après séchage, elles me paraissent bien planes.
Après cuisson à 980°C pour le dégourdi, le fond de plusieurs assiettes n’est pas plat. Si je les pose sur la table de la crouteuse, elles dansent un peu lorsque je les manipule.
Comment aplanir le fond d’une assiette?
La vidéo ci-dessous montre comment faire:
1/ Tamiser du sable roux avec le tamis 80 et le déposer sur la table.
2/ Déposer l’assiette sur le sable et la faire bouger avec la main placée dessus.
3/ En la retournant, on voit les traces de sable sur les endroits surélevés qu’on entoure au crayon de papier
4/ Poncer les marques à la meuleuse jusqu’à disparition
5/ Reposer l’assiette sur la table pour vérifier qu’elle est bien plane.
Si ce n’est pas le cas, recommencer l’opération plusieurs fois
Cette idée de vouloir fabriquer ses proprescônes pyrométriques m’est transmise par Michel Ponsa ( Narbonne). Nous l’avons rencontré au marché de printemps de Pech-Celeyran (Aude) le week-end dernier.
Ce potier amateur, créateur inventif, a fabriqué son propre tour, son four-à-gaz et bien d’autres choses… Ce qui va suivre est issu d’un document qu’il m’a remis en main propre. Il décrit la fabrication d’une montre fusible (cône pyrométrique). En voici les 4 étapes:
Les 4 étapes de la fabrication d’un cône pyrométrique
1/ Disposer d’un moule en plâtre pour le cône
2/ Fabriquer la bouillie
3/ Assembler la poudre selon le type de cône pyrométrique
4/ Mélanger la bouillie et la poudre pour obtenir la pâte
Voyons ces 4 étapes
1/Fabriquer un moule en plâtre
Pour fabriquer un moule, voir la courte vidéo de Marc Duquesnoy peut aider (remplacer le serpent par un cône). Il vaut mieux ne faire qu’un cône à la fois.
2/Fabriquer la bouillie
Le procédé est issu d’une communication de Clara Giorella, céramiste renommée de nationalité argentine. N’ayant pas retrouvé l’article originel, je reproduis ici le document de Michel Ponsa.
Solution A: 100ml d’eau tiède +3g de CMC * ( carboxy-méthyl-cellulose) disponible en pharmacie ou en droguerie.
Solution B: 40ml d’antigel de voiture (liquide de refroidissement) + 40ml d’eau + 20ml de solution A soit 100ml.
3/ Assembler la poudre avec les composants selon le cône choisi (encore appelée montre fusible)
Les composants sont les mêmes pour les cônes 05a, 06a et 07a destinés à contrôler la cuisson des dégourdis. Ils sont les mêmes pour les cônes 8 à 11 destinés à contrôler la cuisson des émaux haute-température appliqués sur les grès.
1250°C – montre 8 (g/%): 21,1/42,2 Kaolin T – 23,5/47,0 Feldspath K – 10,3/20,6 Craie – 45,1/90,2 Silice – 0/0 Alumine
1280°C – montre 9 (g/%): 21,1/42,2 Kaolin T – 21,1/42,2 Feldspath K – 9,3/18,6 Craie – 47,9/95,8 Silice – 0,7/1,4 Alumine
1300°C – montre 10 (g): 19,3 Kaolin T – 19,3 Feldspath K – 8,5 Craie – 51,1Silice – 1,9 Alumine
1320°C – montre 11 (g): 16,4 Kaolin T – 16,4 Feldspath K – 7,2 Craie – 56,2 Silice – 3,7 Alumine
4/ Mélanger la poudre et la bouillie: la pâte
La préparation du mélange se fait dans un bocal de verre. Pour 100g de poudre correspondant à la montre choisie (selon la composition ci-dessus) ajouter35g de solution B. Fermer le couvercle du bocal et bien agiter pour obtenir une pâte homogène. Pétrir la pâte sur un rondeau en plâtre avec un couteau. Ensuite, estamper le colombin sur un film plastique qui recouvre la cavité du moule. Il est recommandé de faire les montres une-à-une. C’est plus facile à manipuler et à démouler.
CMC*: carboxy-méthyl-cellulose: utilisée aussi dans la barbotine afin de sceller des anses, réparer des fissures d’une pièce non encore cuite.
Voir le blog-du-bol de Sarah qui explique ça très bien. En résumé: c’est une petite pièce de céramique en forme de cône qui est placée dans le four pour mesurer la quantité de chaleur au cours d’une cuisson. Lorsque le cône atteint une certaine quantité de chaleur, il va se courber plus-ou-moins. Il s’étale complètement si la chaleur est trop forte pour la mesure. Il sert donc à mesurerle degré de température pendant un temps déterminé.
Comprendre la notion de quantité de chaleur
Si je mets le doigt dans une casserole d’eau bouillante, je ressens la chaleur. Si je ne fais qu’un aller-retour rapide avec le doigt, je ne me brûle pas (ou pas trop). A laisser le doigt ne serait-ce que quelques secondes, je me brûle. Pareil pour faire cuire une viande au four, on pré-chauffe le four pendant 10min à 180° car c’est le temps qu’il faut pour atteindre cette température. Au total, le cône mesure la dynamique de cuisson.
Cônes pyrométriques ou montres fusibles ?
C’est la même chose: les cônes sont également appelés « montres fusibles », terme que je préfère car il indique à la fois la notion de temps et le procédé physique.
Pourquoi utiliser des cônes ?
Ils servent à connaître les performances du four. Celui-ci peut avoir des résistances altérées. Une panne intermittente d’électricité va altérer la cuisson. Ils complètent l’information d’une canne pyrométrique qui donne seulement la température interne instantanée du four.
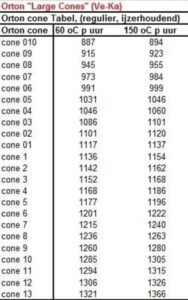
Le tableau de SEGER
Une grande variété de cônes différents sont conçus pour fondre à une accumulation de chaleur déterminée. Le tableau de référence de Hermann Seger indique les numéros de cônes correspondant à une température déterminée pendant un temps donné au cours des 100 derniers degrés. Selon ce tableau, les 100 derniers degrés sont affichés à 60°C/h pendant 1h40, à 150°C/h pendant 40 min. ou à 15°C/h pendant 6h40 délivrant la même quantité de chaleur. Par exemple, pour le biscuit, on choisit des cônes entre 05 et 08 et pour les émaux des cônes entre 6 et 10.
Où se les procurer ?
On les trouve chez tous les distributeurs de produits pour la céramique, pour un prix d’environ 1,5€/cône, ce qui représente un budget. Il y a des cônes auto-portés qu’on place directement dans le four et des cônes nécessitant un support, un peu moins chers mais qu’il faut savoir disposer sur un support (acheté ou fabriqué en argile). Attention! : bien respecter l’angle d’inclinaison.
Trop cuit à gauche, pas assez cuit à droite, cuisson correcte au milieu
On utilise en général 3 cônes placés sur un support comme ci-dessus. Les 3 cônes sont différents et encadrent le cône de référence donné dans le tableau de Seger. Exemple: pour un émail référencé « cône 6 » dans Glazy.org , je choisis des cônes 5, 6 et 7 .
On ne met pas les montres fusibles à toutes les cuissons. Ils sont utiles lors de l’achat d’un four à la 1ère cuisson pour évaluer la cuisson du four . Ils nous informent que le programmateur étalonne correctement la cuisson demandée et que le four répond à la programmation affichée. Après une trentaine de cuisson, ils informent que le four conserve sa puissance sans altération des résistances. Enfin, ils sont utiles dès qu’on remarque une altération d’un émail par rapport à ce qu’on obtient d’habitude.
Faire une assiette, ça a l’air simple mais il faut qu’elle ait la bonne épaisseur, la bonne dimension, qu’elle soit bien plate et pas voilée, sans parler de la déco…comment faire?
On peut la tourner mais franchement je déconseille, c’est fastidieux et pas souvent réussi au séchage (voir l’article sur les fissures). Il faut mieux la modeler en étalant la pâte avec la crouteuse. Voyons les différentes étapes:
1/ Choisir un grès avec chamotte fine 0,2mm ( le grès est à usage alimentaire)
2/ En prélever environ 1Kg, l’aplanir à la main et l’étaler à la crouteuse
On fait plusieurs passages en réduisant progressivement l’épaisseur
A chaque passage on retourne la plaque d’argile et on la tourne d’1/4 de tour
jusqu’à l’épaisseur voulue, ici un demi-pouce (un pouce = 2,54cm). La demi-graduation égale 1/8 d’inch (pouce) soit 3,175mm d’épaisseur choisie pour une assiette de 25,4cm (10 pouces ) de circonférence (voir ajustement en fin d’article)
3/ Bien lisser la pâte avec une éponge fine humide afin d’enlever les traces de la toile. Mettre un rondeau par dessus et découper tout-autour
4/ Renverser le rondeau et le placer sur la girelle du tour
5/ Prendre le diamètre et découper à la dimension choisie
6/ Lisser avec l’éponge fine
On peut relever le bord à la demande avec un outil à bord mousse en contrôlant l’intérieur avec le doigt et le tour est joué.
7/ On laisse sécher sur un rondeau. Recouvrir d’un morceau de drap et un rondeau plus petit par dessus. Retourner l’ensemble matin et soir jusqu’au séchage.
8/ Tournassage: facile car c’est bien plat, juste affiner le bord avec un papier abrasif fin.
9/ Cuisson : température maximum 980°
10/ Déco: émaillage à haute-température car destiné à un usage alimentaire
J’ai réduit de moitié l’épaisseur des assiettes et des plats qui font désormais 1/16ème d’inch soit 1,588mm. Je les dépose entre deux rondeaux et recouvre d’un sac de sable. Je les laisse sécher une dizaine de jours avant de les poncer au papier-verre fin.
22/03/2025 Aujourd’hui c’est décidément pas mon jour, je n’arrive à rien. Je prends de la terre W11 lisse recyclée et la pétris puis la divise en mottes de 400g. La motte se met à tanguer et j’arrête. Avec une autre, même chose.
Pour changer, prenons plus gros: je prends une motte de 4 Kg et la pétris du mieux que je peux avant de la placer sur le tour. Elle monte bien, descend à souhait, tourne bien droit, je reprends espoir et décide de faire un grand saladier. J’en ai déjà fait plusieurs de différentes formes donc je suis plutôt confiant. Je creuse le centre et tourne les parois sous forme d’un tube qui tourne bien droit. J’atteins les 35 cm de haut et commence à élargir tout en tournant. Tout va bien et puis à 35cm de largeur alors que j’ai pratiquement terminé, le bord s’affaisse et impossible de rattraper, je recycle la terre.
Prendre plus petit: je prends 2kg toujours de la même terre et obtiens le même résultat. C’est à n’y rien comprendre. Stop! je nettoie les outils, range la terre et quitte l’atelier, à la fois déçu et troublé et je m’interroge.
Est-ce un problème technique? Est-ce la terre recyclée qui me joue des tours, l’ai je trop mouillée ou pas assez? Et bien non, je pense que c’est ce qu’on se dit pour se disculper de son propre échec. Il en va du tournage comme d’autres activités, il y a beaucoup de jours où tout va bien, heureusement, et il y a parfois des jours où tout va mal. C’est un problème humain.
Pourtant, la météo est au beau fixe, je rentre d’une semaine de vacances, aucune mauvaise nouvelle, autour de moi tout va bien et le moral est bon. Alors, que faut-il en penser?
J’émets l’idée que cet échec est dû d’abord à un défaut de concentration. Quoique de bonne humeur, j’ai plusieurs choses qui me trottent dans la tête, insignifiantes pour la plupart. Ces choses-là créent une dispersion de l’esprit et perturbent la position des mains. Je crois qu’il y va aussi d’un excès de confiance en moi. Ayant réussi à plusieurs reprises à tourner des séries de grands plats, saladiers… je suis devenu plutôt relax. Je ne me suis pas assez appliqué comme je le fais d’habitude, en prenant le temps qu’il faut à toutes les étapes du tournage.
Alors que faire? Ce soir, je décide de faire autre chose, de prendre l’apéro, de me changer les idées. Mais bien sûr, il faut que je recommence demain.
Je vais m’efforcer de tourner en ne pensant qu’à ça et de prendre mon temps. Bien malaxer la terre sur la plaque de plâtre. Monter et descendre la motte trois fois. Centrer la motte et aplanir le haut. La mouiller le moins possible pour qu’elle tienne bien droite. Tourner bien régulièrement et lentement, pour que l’épaisseur soit la même partout. Creuser le centre et vérifier l’épaisseur du fond d’environ 1cm au moyen de la pique. Mettre à plat le fond en ramenant la terre sur la paroi. Prendre l’estèque en bois pour aplanir le bord extérieur. Régulariser le bord supérieur après chaque passage de tournage, au besoin en la coupant avec le fil métallique ou de nylon. Je dois être attentif, régulier, en résumé : zen et concentré.
30/03/2025: ça marche, même avec de la terre recyclée plusieurs fois, en m’appliquant, en prenant le temps et en ne pensant qu’à la position des mains: être zen et concentré, c’est le secret du tournage.
Des contrôles récents sur les marchés et dans les ateliers agitent les réseaux de potiers. Certains décident de ne plus faire de poteries à usage alimentaire. Ils ne peuvent pas supporter les frais occasionnés par les tests d’émaux en laboratoire (environ 250€). Faut-il suivre leur exemple ou bien se mettre en règle?
Actualisation des règlements
J’actualise ici les dispositions règlementaires françaises et européennes concernant l’usage alimentaire des poteries destinées à la vente.
Il faut pouvoir assurer à la personne à qui on vend un article de son innocuité pour un usage alimentaire. Cela repose sur le principe de garantie d’inertie du matériau vis-à-vis des denrées alimentaires.
La DGCCRF (Direction de la concurrence, de la consommation et de la répression des fraudes qui dépend du ministère des finances publie une fiche qui résume la règlementation actuelle:
En introduction de l’article de la DGCCRF , le règlement (CE) n°1935/2004 du 27 octobre 2004 – article 3. Il prévoit que les matériaux destinés à entrer en contact avec des denrées alimentaires, sont fabriqués conformément aux bonnes pratiques de fabrication. Les matériaux ne doivent pas céderaux denrées alimentaires des constituants en une quantité présentant un danger pour la santé humaine. Ils ne doivent pas entraîner une modification inacceptable de la composition de la denrée. Les matériaux ne doivent pas altérer les propriétés organoleptiques de la denrée alimentaire.
Les textes d’application
Des textes d’application de ce règlement définissent les règles (composition, critères de pureté, etc.) permettant d’assurer le respect de ce principe d’inertie.
Directive 84/500/CEE du 15 octobre 1984 transposée dans l’arrêté du 7 novembre 1985. Seuls les objets en céramique (dite « traditionnelle ») font l’objet d’une réglementation partielle de l’Union européenne.
Des fiches d’orientation
En l’absence de texte réglementaire spécifique, la DGCCRF élabore des fichesdestinées aux services et laboratoires officiels de contrôle. Ces fiches définissent les modalités de vérification du principe d’inertie de l’article 3 du règlement (CE) n°1935/2004 du Parlement européen et du Conseil du 27 octobre 2004. Leur publication sur le site Internet de la DGCCRF informe les opérateurs sur les critères utilisés par ses services pour les contrôles officiels.
Les références de la règlementation
Ci-dessous les références de la règlementation européenne à laquelle se rattache la règlementation française:
Règlements (CE):– 333/2007 de la Commission du 28 mars 2007 : contrôle officiel des teneurs en plomb, en cadmium, en mercure, en étain inorganique, en 3-MCPD et en benzo(a)pyrène dans les denrées alimentaires -1935/2004 du parlement et du conseil du 27 octobre 2004 : matériaux destinés à entrer en contact avec des denrées alimentaires -2023/2006 de la commission du 22 décembre 2006: bonnes pratiques de fabrication des matériaux destinés à entrer en contact avec des denrées alimentaires
Arrêté du 7 novembre 1985 (transposition de la Directive 84/500/CEE du 15 octobre 1984) : limitation des quantités de plomb et de cadmium extractibles des objets en céramique.
Seul un test en laboratoire permet d’assurer qu’une pièce de céramique à usage alimentaire ne présente pas de risque de migration de substances nocives.
En pratique
Après réflexion, je suis conscient que je ne peux affirmer que l’émail qui recouvre ma pièce satisfait complètement à la règlementation. Or, le caractère « à usage alimentaire » est une notion strictement juridique.Doncje ne vais désormais utiliser que les émaux que j’ai déjà fait tester en laboratoire.
J’envoie dès aujourd’hui à Eric Swannet une demande de pré-analyse de l’émail rose que je viens de créer. Sa réponse est rapide: » l’émail n’a pas de déséquilibre manifeste, juste une petite carence en alumine. L’analyse semble utile pour rechercher une éventuelle migration de chrome VI et d’alumine. Le test en laboratoire va suivre.
Une fissure apparaît au séchage sur le fond d’un plat.
Si elle n’est pas traversante on peut la réparer. Préparer de la barbotine de la même terre mélangée à du papier hygiénique broyé ( ou de la carboxy méthyl cellulose ou de la colle à papier peint) et à du vinaigre blanc. Pour un pot à yaourt , mettre 2 segments de papier hygiénique et une cuillère-à-café de vinaigre blanc avec la terre et de l’eau et bien mélanger à la cuillère. Humecter la fissure, la gratter au scalpel et lisser. Pour en savoir plus, consulter l’article d’Emilie des neo-céramistes
Si elle est traversante, inutile d’essayer de la réparer ça ne marche pas, elle revient au séchage.
Ci-dessous, fissure traversante d’un plat-à-tarte en terre-à-feu.
La fissure traversante se voit à l’endroit et à l’envers du fond du plat. Je l’ai observée sur nombre de plats-à-tarte. J’ai essayé au tournage de bien étaler la terre en la ramenant vers le centre et en l’écartant vers le bord plusieurs fois, de bien éponger le fond à l’éponge, rien n’y fait, une fois sur deux j’ai ce problème récurrent. Les plats partent systématiquement au recyclage. D’où cela vient-il ?
Cela provient d’une rétraction inégale de la terre, par inclusion d’une bulle. La solution ( mais peut-être n’est-ce pas la seule): en fin de préparation de la terre sur la plaque de plâtre, constituer un cône (image de gauche) puis installer la motte avec le cône inversé sur la girelle (image de droite). Cela évite d’emprisonner des bulles.
Résultat, je n’ai plus trop de souci sauf avec de la terre recyclée insuffisamment préparée qui peut contenir des bulles. Ci-dessous un plat sans fissure
Si la fissure apparaît après la cuisson du biscuit, le plat est mis au déchet, impossible de réparer.
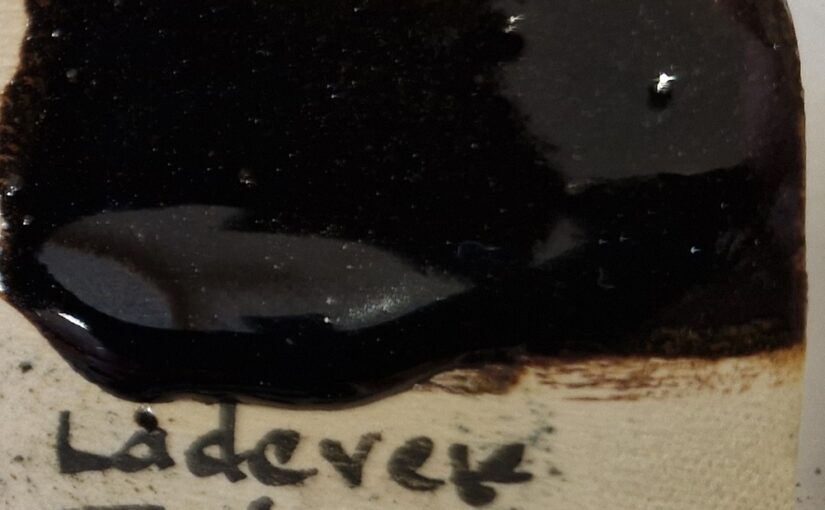
Christine Ladevèze aborde le sujet dans La revue de la céramique et du verre N°180 -Octobre 2011. Venus de Chine de la dynastie des Song (960-1279), les Temmoku (ou tenmoku) comprennent des bruns noirs cuits en oxydation ou en réduction et servaient de revêtement à des bols-à-thé faits en argile commune riche en fer.
L’oxyde de fer est le colorant essentiel pour obtenir du noir, entre 6 et 15% selon la recette choisie. Le pourcentage est fonction de la teneur en calcium, alcalis et alumine.
Tuile 9 : base B2/diagramme 27 (aussi utilisée pour les rouges de fer
Recette: Feldspath 53 g Craie 14 g Kaolin 12 g Quartz 14 g Talc 7 g
+14 g d’oxyde de fer rouge
Formule molaire unitaire
0,324 KnaO 0,491 CaO 0,50 Al2O3 3,45 SiO2
0,185 MgO 0,30 Fe2O3
Noir semi-mat, anthracite si épais
Tuile 11 : diagramme 22
Base du Kudo-matto (RCV n° 180)
Base teintée aux oxydes de fer et cobalt
Recette: Feldspath 35 g Dolomie 22 g Quartz 25 g Talc 10 g Kaolin 8 g
+4 g d’oxyde de fer et 4 g de cobalt
Formule molaire unitaire 0,165 KnaO 0,5 MgO 0,27 Al2O3 2,57 SiO2
0,325 CaO
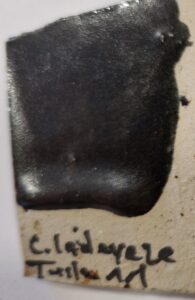
Noir miroir
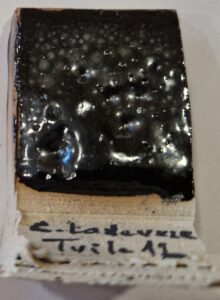
Tuile 12 : diagramme 25
Base teintée aux oxydes de fer et cobalt
Recette: Feldspath 41 g Craie 16 g Quartz 25 g Kaolin 18 g
+4 g d’oxyde de fer et 4 g de cobalt
Formule molaire unitaire 0,314 KnaO 0,686 CaO 0,60 Al2O3 4,45 SiO2
Oxydation en four électrique. Courbe de cuisson: 100°/h pendant 11h jusqu’à 1100°C puis 60°/h pendant 2h40min jusqu’à 1265°C puis palier de nappage 35min soit 14h de cuisson.
Dilution: 75ml d’eau pour 100g soit une densité de 1,5-1,55
2/ Les émaux noirs des cendres de bois
Mes essais précédents sur les cendres de chêne, de peuplier et d’eucalyptus ont donné des résultats intéressants: OA 21, CVPR 11 et PVPR 11 (voir chapitre « fabriquer un émail »
OA 21: Diagramme 42, émail à base de cendres de chêne, mat, soyeux lisse, de couleur cuir vieilli
Recette: Cendre de chêne 33g, Feldspath ice 33g, Kaolin 33g, Oxyde de fer rouge 4g, Carbonate de cuivre 4g. Pour obtenir une couleur plus noire, augmenter dans les mêmes proportions Oxyde de fer rouge et Carbonate de cuivre: 5g/5g…8g/8g
Formule molaire 0,54 KnaO 0,25 CaO 0,12 Al2O3 1,32 SiO2
0,18 MgO 0,07 Fe2O3, 0,19 P2O5
Cendres de chêne, couleur cuir vieilli
CVPR11 : Diagramme 28, émail à base de cendres de chêne, semi-brillant
Recette: Cendres de chêne 40g, Feldspath potassique 40g, silice 20g, Oxyde de fer rouge 4g, Carbonate de cuivre 0,5g
Formule molaire : 0,41 KnaO 0,28 CaO 0,12 Al2O3 1,32 SiO2
0,29 MgO 0,05 Fe2O3, 0,08 P2O5
Cendres de chêne, couleur brunâtre
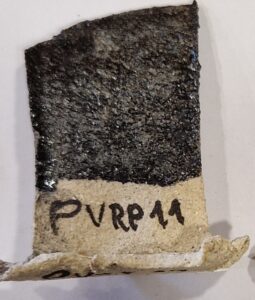
PVRP 11: Diagramme 26, émail à base de cendres de peuplier, semi-brillant
Recette: Cendres de peuplier 40g, Feldspath potassique 40g, silice 20g, Oxyde de fer rouge 4g, Carbonate de cuivre 0,5g
Formule molaire : 0,26 KnaO 0,73 CaO 0,12 Al2O3 1,26 SiO2
0,02 MgO 0,04 Fe2O3, 0,04 P2O5
cendres de peuplier, couleur brun-noir, brillant
Oxydation en four électrique. Courbe de cuisson: 100°/h pendant 11h jusqu’à 1100°C puis 60°/h pendant 2h45min jusqu’à 1280°C puis palier de nappage 30 min , décroissance et palier 10min à 1145°soit 14h de cuisson.
Dilution: 75ml d’eau pour 100g soit une densité de 1,5-1,55
Commentaires: un peu trop haut en cuisson car aspect coulant des émaux au delà de la concentration 5/5g Oxyde de fer rouge/carbonate de cobalt. Donc revenir à une cuisson à 1260° selon la courbe de C. Ladevèze.
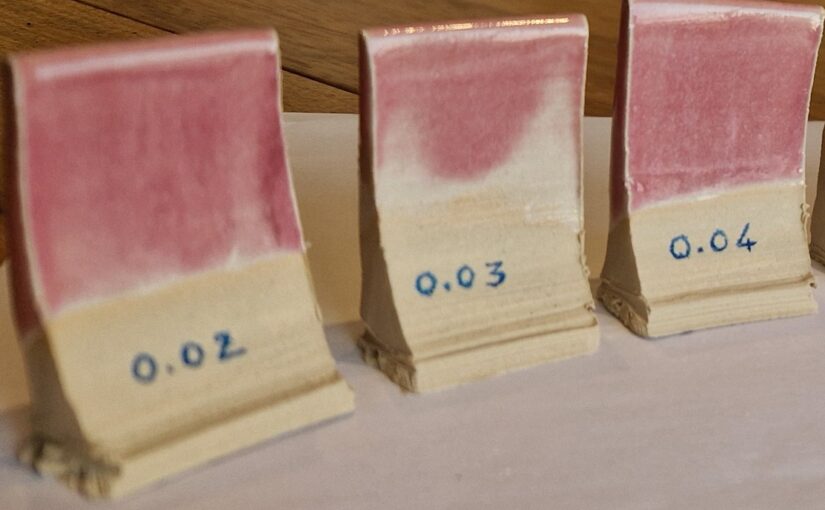
On obtient du rose avec 0,02g d’Oxyde Chrome et 5g de Dioxyde de Titane
A partir de 0,05g d’Oxyde de Chrome, on obtient du bordeaux
Le rose retenu est celui à 0,04g d’oxyde de chrome
L’ajout de Zirconium et de Bentonite pour 0,04g d’oxyde de chrome lui donne une couleur un peu plus soutenue, plus d’éclat, c’est cette recette qui est retenue in fine et appelée « Vienne 2025 » :Wollastonite 25%, Ferro Frit 3134 20%, Kaolin 20%, Silice 20%, Feldspath potassique 15%, Oxyde d’étain 5% et Oxyde de chrome 0,04% Zirconium 5% Bentonite 2%
26/02/2025: Préparation d’un seau d’émail de 4.481g : W1000g, F3134 800g, K 800g, S800g, FP 600g, OE 200g, OC 1,6g, Z 200g, B 80g. Résultat sur deux coupelles: un rose très pâle. Je m’en doutais car 1,6g d’oxyde de chrome dilué dans une telle quantité d’émail peut entraîner une dispersion moléculaire inhomogène. J’en ai ajouté 0,8g en le diluant dans 10ml d’eau et les nouveaux essais sont concluants, le rose est plus foncé.
26/02/2025 Comment personnaliser cet émail ?
Avant de passer à la production, tentons de nouveaux essais sans changer la recette. J’essaye d’obtenir un liseré de couleur différente sur la bordure du haut :
Essais bordure N°1
Je trempe tous les tessons une seule fois dans le seau d’émail Vienne 2025 et me munis de 11 gobelets. Dans chaque gobelet est introduit 4g de l’émail Vienne 2025 prélevé dans le seau d’émail déjà préparé. Dans chaque gobelet est ajouté successivement: 1/ Ox.Fer Rouge 0,032g 2/ Ox. Fer Rouge 0,064g 3/ Ox. Chrome 0,0036g 4/ Ox. Fer Jaune 0,035g 5/ Ox. Fer Noir 0,035g 6/ Carb. Cobalt 0,035g 7/ Ox. Cobalt 0,002g 8/ Rutile 0,035g 9/ Carb. Manganèse 0,035g 10/ OA23 prélevé dans le seau d’émail OA 23. La conversion en pourcentage correspond à une concentration de: 1/ Ox.Fer Rouge 0,8% 2/ Ox. Fer Rouge 1,6% 3/ Ox. Chrome 0,09% 4/ Ox. Fer Jaune 0,8% 5/ Ox. Fer Noir 0,8% 6/ Carb. Cobalt 0,8% 7/ Ox. Cobalt 0,05% 8/ Rutile 0,8% 9/ Carb. Manganèse 0,8% 10/ OA23 au pinceau
Email rose Vienne 2025 et bordures avec oxydes
L’émail Vienne 2025 sort renforcé en bordure par l’Oxyde de Fer Rouge, par l’Oxyde de Chrome, surtout par le Rutile, un peu par le Carbonate de Manganèse. Peu ou pas d’effet avec l’Oxyde de fer Jaune ou Noir. L’Oxyde de Cobalt et le Carbonate de Cobalt sont de couleur bleu foncé et claire, sans surprise. L’OA 23 à base de cendres de chêne détruit la couleur rose de l’Oxyde de chrome qui devient vert.
Essais bordure N°2
Préparation d’un nouveau seau d’émail Vienne 2025 en respectant scrupuleusement les concentrations puis grattage au scalpel et essuyage soigneux de la bordure du haut et application en deux couches au pinceau d’un nouvel émail :
N°1 Feldspath potassique 50g Craie 10g Kaolin 12g Rutile 20g N°2 Idem + Rutile 20g + Carb. de Manganèse 10g N°3 Idem + Rutile 20g +Ox.Fer Rouge 10g N°4 Idem + Titane 20gN°5 Idem + Ox. Fer Jaune 10gN°6 Idem + Titane 10g + Ox. Fer Noir 10gN°7 Vienne 2025* + Rutile 10gN°8 Vienne 2025* + Titane10gN°9 Vienne 2025* + Rutile 10g + Titane 10gN°10 Vienne 2025* + Rutile 10g + Carbonate de Manganèse 10g N°11 Vienne 2025* + Titane 10g + Carbonate de Manganèse 10g
* : Deux trempages successifs des tessons dans le nouveau seau d’émail rose
Question en suspens:la courbe de cuisson? car l’émail rose se cuit à cône 6 à 1200° alors que les autres se cuisent à cône 8 – 1260°. Que va-t-il sortir de cet assemblage d’émaux à la cuisson de 1200° cône 6?
Résultat:
La couleur rose tirant sur le violet est réussie. De 1 à 11 l’émail est issu du petit seau d’émail que j’ai refait, il est uniforme. Pour le 12 l’émail est issu du grand seau pour lequel j’avais un doute sur la concentration. Il est plus clair et il demande seulement un ajout de chrome. La cuisson est bonne, les 2 couches d’émail sont homogènes.
Pour les bordures, je n’aime pas du tout. L’émail que j’ai ajouté est mat et jaune ou marron. Consolation, je sais désormais faire un jaune mat.
Ci-dessous l’essai de Chantal: une bordure d’Oxyde de Fer Rouge dilué dans de l’eau directement sur le tesson puis émail rose. On obtient une bordure gris clair assez jolie.
Essais bordures N°3
Application de la méthode ci-dessus en utilisant de l’oxyde de fer noir, jaune ou rouge utilisé seul ou avec un autre oxyde Rutile, Titane, Carbonate de Manganèse. Ils sont dilués dans l’eau et appliqués sous ou sur l’émail Vienne 2025. Dans quel objectif?
Il y a deux objectifs :
1/ rehausser la couleur de la bordure 2/ estomper la limite avec l’émail rose, la rendre moins nette.
Seuls les essais avec uniquement un ajout de Fer (1, 2, 3) sont acceptables. Tous les autres essais avec un autre oxyde n’apportent rien de plus.
A gauche, oxyde de Fer au dessous de l’émail rose, à droite, oxyde de fer au dessus de l’émail rose.
Donc j’applique l’oxyde de fer rouge (le jaune ou le noir n’apportent rien de plus) au dessous de l’émail pour donner cette couleur grise. J’évite un trait rectiligne en me servant de la petite poire pour l’appliquer. Une fois l’émail rose appliqué par dessus l’oxyde de fer rouge, je parsème quelques touches d’oxyde de fer rouge par dessus avec la poire.
Finalement, seul l’oxyde de fer rouge est intéressant en bordure:
Il est intéressant non seulement par sa couleur brune mais aussi par le fait qu’il ne présente pas de risque pour un usage alimentaire, en étant déposé sur le bord « buvant » de la pièce.
Il reste seulement à savoir comment le déposer: au pinceau ou simple appui sur une assiette en contenant ?
Réponse : au pinceau!
J’ai essayé la poire, l’application directe, mais seul le pinceau fin donne un beau résultat. Si je veux obtenir une ligne brun-doré, j’applique au pinceau le jus d’oxyde de fer par dessus l’émail rose (over-glaze). Si je veux du gris clair je le mets en-dessous (under-glaze).
7 juin 2025: Deux courbes de cuisson
donnent deux teintes différentes
Cuisson four électrique A gauche: 1280°C A droite 1200°C
Cet émail se cuit normalement à 1200°C (cône 6). A droite, cuisson en four électrique en oxydation, ce qui donne un rose pâle. Le même émail dans le même four avec une cuisson à 1280°C (cône 9) donne un rose foncé.
L’émail a bien résisté à 1280°C. Ce n’est pas recommandé, il vaut mieux pour obtenir un rose plus foncé enrichir l’émail décrit ci-dessus en oxyde de chrome à 0,06 ou 0,08% en ajoutant Zyrconium et Bentonite comme précisé plus haut
Le musée expose des oeuvres de la première manufacture de porcelaine de Vienne créée en 1718 par Claudius Innocentius du Paquier. En 1744, celle-ci devient propriété impériale. On y voit les porcelaines baroques du fondateur exposées à côté de pièces datant des époques roccoco, classique et Biedermeier. Le visiteur ne voit que les oeuvres créées avant l’année 1864, date de la fin de la manufacture de porcelaine impériale.
Les oeuvres récentes sont présentées en boutique.
Partie haute du four (1870-1980) au centre de l’exposition
Les figures en porcelaine sont de réalisation des plus difficiles. Chaque section de la pièce a son propre moule. Des ponts stratégiques unissent les sections afin d’éviter la fragmentation pendant la cuisson à basse température du dégourdi. Les décorations colorées sont déposées au-dessous de l’émail ou par-dessus. Enfin vient le polissage.
Homme écrivant une lettre d’amour (18ème)
L’ARCANUM: la vraie porcelaine requiert 3 composants essentiels. L’argile blanche chinoise ou « kaolin » est ainsi nommée d’après la montagne chinoise Gao Ling (50%). Le quartz constitue le squelette de la pâte (25%). Le feldspath ou « pierre chinoise » a le titre de fluidifiant (25%). Après lavage, le mélange est remué, battu, puis stocké pendant plusieurs mois. Puis il est tourné, moulé, modelé ou sculpté. La première cuisson entre 900 et 1000°C transforme la pâte en un corps dur. La pièce peut alors être trempée dans l’émail et être décorée avec des couleurs sous-émail. La cuisson à haute température de 1400°C crée un corps dur et très dense de porcelaine qui se rétracte d’environ un cinquième. Une décoration sur-émail au crayon ou à la brosse avec des émaux colorés peut être appliquée sur l’émail et cuit en une ou plusieurs fois à 900°C. Pour la dorure, la poussière d’or est appliquée en mélange avec de l’huile de clou-de-girofle et cuit aux environs de 700°C.
Fin 18ème, les décorations s’enrichissent de motifs floraux ou animaliers.
La manufacture impériale de Vienne ferme en 1864.
En 1923 est créée la nouvelle manufacture Augarten AG.
Dans la boutique sont présentées les créations récentes
L’expo temporaire: « Earth and Soul »
Cette expo temporaire met en valeur les oeuvres de l’artiste japonais Ohi Toshio Chozaemon XI, né en 1958, successeur d’une lignée de potiers de la cérémonie du thé depuis le 15ème siècle. Son oeuvre est principalement centrée sur les « tea-bowls » et mérite quelques mots d’histoire.
En 1666, le 1er Chozaemon, fondateur de le la célèbre famille d’artistes arrive à Kanazawa avec le maître de la cérémonie du thé Senso Soshito. Il commence à travailler avec de l’argile locale de haute qualité au village éponyme de Ohi. Très estimé pour son travail, il reçoit en cadeau un émail de couleur d’ambre de la famille Raku de Kyoto. Le principe séculaire qui persiste encore aujourd’hui est de créer de la beauté. Il constitue un trait-d’union avec les céramiques issues de l’esthétique wabi avec ses irrégularités et sa spécificité.
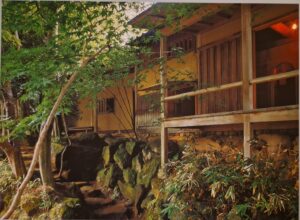
Atelier de Toshio Ohi à KanazawaToshio Ohi Chozaemon XI
Ci-dessous quelques exemples d’oeuvres exposées:
Commentaire: noter la différence presque caricaturale entre les pièces en porcelaine de la manufacture d’Augarten et les oeuvres de Tohio Ohi.
D’un côté, des statuettes, des assiettes, des pièces extrêmement fines, subtilement décorées, témoignages d’une période de l’histoire aux goûts raffinés.
De l’autre, des oeuvres que je qualifie de « telluriques » avec des surfaces irrégulières, de couleur ambre ou dorée, issues d’une tradition séculaire de la cérémonie du thé.
Clin d’oeil : Toshio Ohi a créé, pour l’occasion de cette exposition, des pièces fines « dans l’esprit de Vienne », manière de montrer qu’il sait faire mais que sa culture est différente