Le département du Tarn est riche de trésors d’architecture. Il offre au visiteur un ravissement pour les yeux et une délectation de saveurs gustatives.
A Giroussensce week-end des 6 et 7 juin c’était la céramique qui faisait l’actualité pour son 35ème marché de potiers.
Vue de l’arrivée au parking plein-champ.
Belle perspective de la terrasse d’un café
Je te propose une courte visite en images.
Les artistes à l’affiche dès l’entrée dans les ruelles
Des stands bien disposés dans le village
Un clin d’oeil en passant à Aster CASSEL qui réside à Giroussens
Bravo aux sélectionneurs de l’association Terre-et-terres
Félicitations aux exposants qui semblent s’être surpassés.
Autour d’artistes connus dans le monde entier sont rassemblés des céramistes d’art de grand talent et des potiers de terrain. On s’extasie volontiers sur les oeuvres des grandes figures de l’art contemporain. Mais on est aussi ravi de discuter avec les « gens du métier ». Il nous font partager leur passion et nous laissent entrevoir à mot-couvert leurs petits secrets de fabrication .
Tu dois disposer des matières premières et d’un four
Introduction
La première chose à savoir c’est que le résultat attendu risque de te décevoir. Le résultat dépend des matières premières et de ta cuisson mais aussi du tamisage, du malaxage, de la densité de l’émail (la proportion d’eau), de son mode d’application, de son épaisseur, de ta cuisson…
Les matières premières, tu les achètes chez un fournisseur près de chez toi. Elles proviennent de la nature et leur composition n’est pas toujours identique. Si possible, sers toi chez le même fournisseur car tu risques moins de variabilité.
Le four, qu’il soit électrique ou à gaz peut donner lui aussi des résultats différents, selon ta courbe de cuisson et selon la baisse en température. Choisis deux ou trois courbes de cuisson seulement selon le type d’émail et n’en change plus, tu réduiras ainsi ton risque d’erreur. La baisse en température du four est en général spontanée, sans régulation électronique. Elle dépend de l’isolation de ton four mais aussi de la météo. On ne passe pas de 1260° à 50° dans le même temps s’il fait 30° à l’extérieur ou 10°.
Les matières premières
Comment peut-on obtenir une telle variété d’émaux à partir de poudres qui sont toutes ou presque de couleur blanche.
La base d’un émail c’est la silice contenue dans le quartz à l’état pur ou les feldspaths qui contiennent de la silice, de l’alumine et des alcalis.
Un émail de grès c’est un silicate, c’est-à-dire un squelette sur lequel s’assemblent des oxydes. Le squelette à base de silice lui donne la rigidité et les autres matières lui confèrent son aspect extérieur.
Le feldspath est un minéral essentiel aux émaux. Il contient de la silice qui va se liquéfier et de l’alumine qui empêche la silice de couler avant la vitrification. Il contient aussi des alcalis appelés aussi fondants qui permettent d’abaisser la température de fusion en dessous de 1300°. Sans cette propriété appelée « eutexie », tu ne pourrais pas utiliser la silice et l’alumine qui fondent respectivement à 1710°C et 2040°C. Il existe une grande variété de feldspaths tels que le feldspath sodique ou albite, le feldspath potassique ou orthose. D’autres sont dérivés des feldspaths tels que le kaolin (silicate d’alumine hydraté) ou la wollastonite (silicate de chaux)…
Comment connaître la composition d’un feldspath?
…ou d’une autre matière première proposée dans une recette.
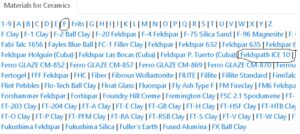
Connecte-toi à « digital fire.com« , tu y trouveras ta réponse. Par exemple, j’ai demandé chez Céradel du feldspath potassique. Ils m’ont vendu du feldspath Ice en me garantissant que c’est bien du feldspath potassique. Que contient-il réellement? Tu peux le savoir en interrogeant le fournisseur ou en allant sur le site ci-dessus.
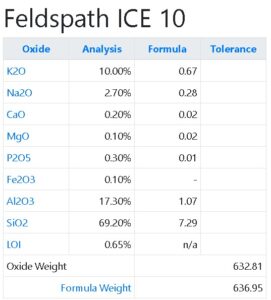
Tapes (F) dans la ligne du dessus et à la 3ème ligne tu trouves Feldspar ICE 10
Tu trouves ainsi sa composition. Il contient 69% de silice, 17% d’alumine et 10% d’oxyde de potassium pour seulement 2,7% d’oxyde de sodium danc c’est bien un feldspath potassique. Mais tu vois qu’il n’est pas pur et qu’il contient aussi un peu de craie (CaO), d’oxyde de magnésium (MgO), d’oxyde de phosphore(P2O5) et d’oxyde de fer (Fe2O3). Ceci peut entraîner des variations subtiles de ton émail par rapport à un autre feldspath potassique.
Les autres matières premières
Le kaolin, le ball-clay, la bentonite, les ocres sont classés dans les argiles.
La craie, le talc, la dolomie, la wollastonite, le baryum sans classés dans les alcalino-terreux.
Enfin, les cendres végétales et les cendres d’os, sources d’alcalis, constituent un chapitre à part entière.
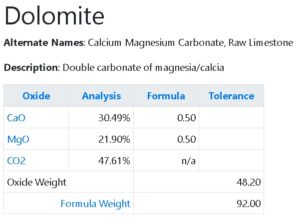
Les oxydes, c’est ce qui va te donner la couleur de ton émail. On les ajoute en très petite quantité. Le principal oxyde est l’oxyde de fer (Fe2O3). Ils inter-agissent selon leur proportion et modifient la couleur de l’émail.
Si tu veux en connaître la composition, telle que la dolomie, va dans « digital fire.com » et tu vois qu’elle est composée pour moitié de calcium et de magnésium.
Les proportions des différentes matières
La proportion de silice et d’alumine dans ton émail conditionne son degré de fusion. En ajoutant d’autres composants, tu vas également modifier la fusion. Au total, tu obtiendras un émail plus ou moins mat ou brillant.
Le rapport entre bases acides et alcalines R2O:RO garantit la stabilité de l’émail avec le nombre d’or 0,3:0,7
Glazy.org
Si tu vas dans Glazy.org tu te familiariseras bien vite avec ces notions à partir des recettes que tu y trouveras. Ci-dessous, je n’ai fait aucun filtre et obtenu une liste des dernières recettes. Rien n’est garanti dans Glazy, chacun est libre d’y déposer une recette sans que celle-ci soit contrôlée.
J’introduis 3 filtres: Température = Cône 6 c’est-à-dire environ 1200°C/ Atmosphère =Oxydation pour cuire en four électrique/ Country=France car je veux être sûr de pouvoir me procurer les matières premières.
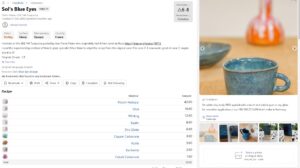
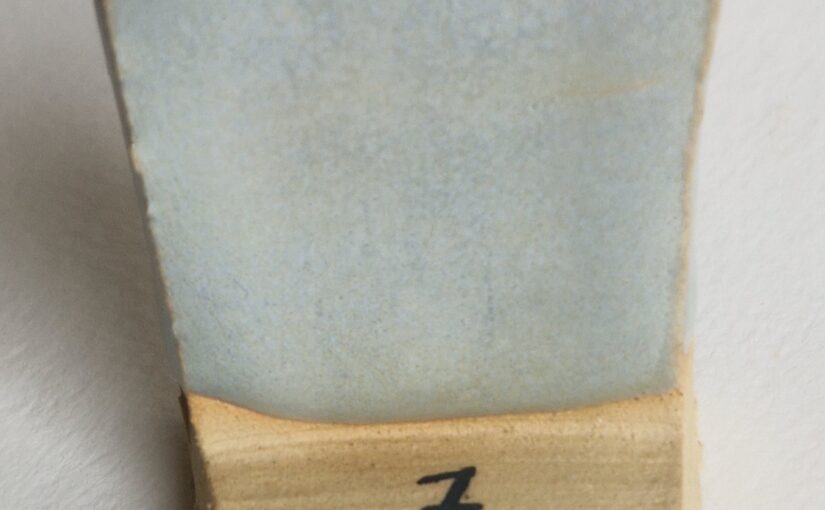
J’obtiens une seule recette « Sol’s Blue Eyes » créée par Marion Benoit en novembre 2020. Clique dessus et tu obtiens la formule de la recette et des photos. Tu remarqueras que le total des matières est à 93% et non à 100% comme il le faudrait.
Au dessous tu obtiens l’analyse avec la composition et
les ratios R2O: RO = 0,28 : 0,72 et SiO2:Al2O3= 7,22
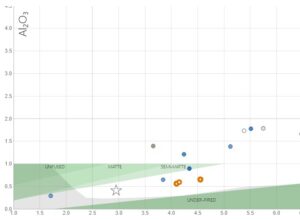
Enfin encore au dessous tu as un diagramme avec en ordonnée la proportion d’Al203 (0,41) et en abcisse celle de SiO2 (2,95). Cet émail représenté par une étoile est dans la catégorie brillant.
Maintenant, si tu veux l’utiliser, tu peux le faire en reproduisant les concentrations données par la recette. Tu peux aussi décider d’y apporter des variantes par exemple en faisant varier les proportions d’oxydes qui donnent la couleur (Carbonate de cuivre, oxyde de zinc, rutile, carbonate de cobalt).
Pour cela tu peux faire une copie de la recette dans « My studio » où tu auras tes propres recettes. Dans Glazy calculator, tu enregistre te recette avec les matières premières de ton choix.
Tu peux aussi aller dans Libpotoulz, logiciel très ouvert et gratuit.
Dans la feuille 1 tu entres les matières premières, celle de la recette Sol’s Blue Eye par exemple
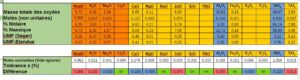
Tu obtiens la composition chimique
Au-dessous, ce tableau te donne les valeurs molaires et massiques de chaque composant :
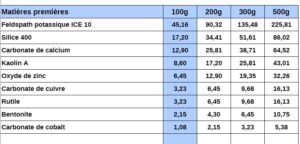
Sur la feuille 2 « Analyse et Détail « tu peux voir la recette convertie en grammes pour 100g, 200g jusqu’à 500g ce qui te facilite la préparation de ton émail
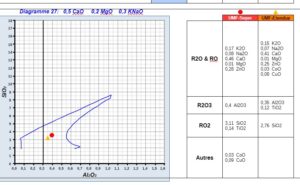
Au dessous, tu as la position de cet émail dans le diagramme N°27 de D. de Montmolin (Pratique des émaux de grès) . Cette recette est parfaitement positionnée dans le diagramme, ce qui signifie que la fusion de l’émail sera optimale. A côté, tu peux voir aussi les différents ratios.
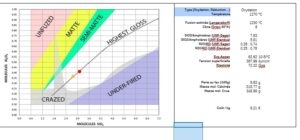
Enfin, tu peux vérifier la position de l’émail sur le diagramme SiO2/Al2O3: il est bien centré sur la ligne « Highest Gloss » ce qui confirme son caractère brillant. A droite, on te donne la température de cuisson (1230°C, cône 6), son élasticité (72,32 Gpa), sa perte au feu (8,63 ) et son coût approximatif (8,21€/Kg).
Tu vois que je ne t’ai parlé ni de moles, ni de masses, ni de calculs savants. Je n’ai pas non plus abordé la préparation de l’émail qui se trouve dans d’autres chapitres.
Si tu veux approfondir, tu peux consulter d’autres articles de ce blog. Tu peux aussi consulter des livres.
Mais si tu veux tout-de-suite entrer dans la pratique tu le peux aussi. Va dans Glazy, entre les filtres de ton choix, recueille une recette qui te plaît. Copie sa composition dans libpotoulz et vois si tu peux la modifier à ton goût. Ce sera ton émail avec ta recette.
La poterie NOTest installée au Mas-Saintes-Puelles, au bord du canal-du-midi, près de Castelnaudary.
Le canal du Midi au Mas-Saintes-PuellesLa Poterie Not en face du canal
Des débuts à nos jours
C’est une poterie dont l’activité débute au XIXème siècle. Celle-ci se perpétue de père en fils. Aujourd’hui c’est Jean-Pierre Not et son fils Romain qui nous reçoivent. Très aimables, ils nous font visiter leurs ateliers tout en commentant leur travail.
Jean-Pierre NotRomain, son fils
Préparation de l’argile
Ils extraient l’argile dans la carrière attenante à la poterie puis la laissent sécher à l’air pendant l’été. Son broyage permet d’en récolter une poudre fine mélangée ensuite à du sable réfractaire de Revel, broyé lui-aussi. Cela donne une pâte qui contient de minuscules petits points brillants. Ce mélange est le secret pour obtenir une poterie apte à faire cuire le fameux cassoulet de Castelnaudary. Au fil des ans et des générations, ils sont devenus les principaux fournisseurs en plats en céramique des producteurs de gastronomie locale.
Argile séchéeArgile broyée
Visite de l’atelier
La galerie
On entre dans l’atelier par la galerie d’exposition. On y voit leur production émaillée en brun, jaune, vert ou ivoire. Ce sont des articles utilitaires destinés à la cuisine, à la conservation des aliments, à la cuisson lente. Ainsi, la cuisson du poulet « à la diable » se fait dans un plat original, une sorte de petite amphore coupée en deux dans le sens de la longueur. De plus grosses pièces sont présentées et stockées dans la cour.
Entrée de la GaleriePots, pichets, plats exposés à la ventePot-diable pour cuisson lente du pouletGrands pots dans la cour
L’atelier de tournage
Dans l’atelier de tournage travaillent trois personnes en même temps sur les anciens tours-à pied équipés désormais d’une alimentation électrique. Ils tournent tous comme le faisaient les anciens, se tenant sur le côté. Ceci permet de voir la pièce se former tout en calant le coude gauche contre la hanche. C’est plus confortable, plus efficace, moins fatigant que d’être face à la pièce.
Tournage d’un pot-diableMotorisation des tours entraînés par des courroies
Le séchage
Ils placent chaque poterie terminée sur un banc à roulette qu’ils acheminent dans une grande salle de séchage située au-dessus.
Salle de séchage à l’étagePlats en cours de séchagePlats recouverts de toile en cours de séchagePots secs avant émaillage
L’émaillage et la cuisson
Après le séchage vient l’émaillage dont l’atelier ne se visite pas, probablement en raison des risques pour la santé. Enfin vient la cuisson qui se fait aux environs de 1000°C dans les grands fours situés à l’entrée près de la galerie d’exposition.
Les fours pour la cuissonLa cuisson des pots
Fin de la visite
Très heureux de cette visite guidée, nous achetons un pot et souhaitons un bel avenir à cette famille unie et surtout au fils de Romain, bébé d’un mois, dernier né de la famille NOT.
Etape suivante: Castelnaudary pour y déjeuner
Adresse: 1851, route de Labastide d’Anjou-11400 Mas-Saintes-Puelles
On parle ici d’une argile culinaire pour créer des plats que tu peux mettre dans le four de la cuisine.
Si tu exposes aux chocs thermiques une poterie faite de grès classique, tu cours le risque qu’elle se brise. Imagine, tu sors ton plat du four et il se répand sur la table…
Il faut donc une argile qui résiste aux chocs thermiques et en particulier aux températures allant de celle du réfrigérateur à celles du four, c’est-à-dire un écart de plus de 200°.
GSA CL
On n’a pas trop le choix: SOLARGIL commercialise le GSACl c’est-à-dire le Grès de St Amand culinaire au prix de 16,08€ le pain de 10Kg. C’est une argile conçue et préparée pour confectionner des plats allant au four. Elle est composée de Grès de Saint-Amand enrichi avec des argiles réfractaires et de 15 % de chamotte de cordiérite 0-0,3 mm.
C’est la matière première indispensable pour la production de céramiques réfractaires hautes performances. Un ajout de 20 à 30% de silicate de zirconium augmente la plage de cuisson. Elle se présente en poudre ou en granulats déjà porté à haute température
Inconvénient: coefficient de dilatation thermique faible de 58×10-7(300-500) ce qui la rend plus difficile à émailler. Il faut appliquer un émail dont le CDT est plus faible ( voir l’article sur le CDT)
La chamotte
Avec la cordiérite, c’est le deuxième élément indispensable. C’est de l’argile cuite et broyée avec une granulométrie allant de 0,2 à 1,2mm. Elle est mélangée à la pâte. Les micro-poches d’air créées par les grains facilitent les modifications d’expansion de la terre.
Dans le GSA CL, il y a 15% de chamotte de cordiérite 0-0,3mm.
On parle ici d’un émail sur grès avec cuisson en oxydation au four électrique à haute température.
50 nuances de gris
Ce titre, c’est pour paraphraser la saga cinématographique de Sam Taylor-Johnson parue en 2015. Il y a effectivement environ 50 nuances de gris achromatiques par assemblage de blanc et de noir. De plus, on compte environ 150 gris chromatiques dont la couleur peut couvrir toute la gamme du spectre. Il y a aussi toutes les variantes de « rendu » propre aux émaux: mat / brillant, transparent / opaque, perlé/granité, chaud/froid,…mais comme tu le sais, créer un émail qui te plaise vraiment c’est chercher la perle rare. On espère toujours et on recommence encore et encore.
En pratique, il faut tout-de-même que tu aies une petite idée de l’émail qui te plaît, mais les goûts et les couleurs…
Tu peux changer les paramètres et obtenir d’autres recettes.
Voici les 3 recettes retenues:
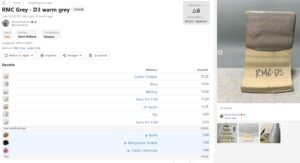
N°1/ RMC de Ronald Boersen 174695 (2021)
N°2/ R71 de Clara Giorello 110035 (2020)
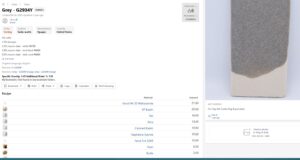
N°3/ Grey-G2934Y de NBSA 763615 (2025)
Quels oxydes composent ces recettes?
Dans les 3 recettes ci-dessus on a les oxydes suivants:
Rutile, Di-oxyde de Manganèse, Carbonate de Cobalt, Oxyde de Titane, Oxyde de Cobalt, Oxyde de Nickel, Silicate de Zirconium, et stain (colorant de masse non spécifié) pour la recette N°3 qu’on va ignorer car inconnu.
De plus, ce sont des recettes étrangères dont il faut modifier les composants de base pour trouver les équivalents disponibles en France.
En théorie, quels oxydes donnent du gris?
Une recherche par ChatGPT me donne les choix suivants:
Oxyde de fer (Fe₂O₃ / FeO) — base classique pour gris à gris-brun ; selon quantité, température et atmosphère il sombre ou devient brun. (utile comme « fond »). DigitalFire+1
Oxyde de manganèse (MnO₂) — assombrit (vers brun/noir) et tend à donner des nuances chaudes ; utile en petites quantités pour enrichir un gris. The Ceramic School+1
Rutile / TiO₂ (rutile) — donne des effets mouchetés, marbrés, « perlé/mottled » ; provoque des stries et « pearlings » quand on le combine à certains fondants. Très utilisé pour obtenir un gris perlé irisé/variegated. Ceramic Resource+1
Cobalt (très faible dose) — même toute petite quantité (<<1%) peut tirer vers le bleu/gris froid ; combiné au fer/ manganèse il aide à stabiliser un gris froid. The Ceramic School
Chrome (Cr₂O₃) — peut produire gris/olive/vert selon proportion ; à doser prudemment (2% et moins généralement). Bonjour Céramique Paris
Zirconium ou oxyde d’étain (ZrO₂, SnO₂) — opacifiants : si vous voulez un gris perlé/opaque (et non transparent), on rajoute du zirconium ou du SnO₂. Ex. produits « gris perle » commerciaux contiennent Zr.Ceradel+1
On constate qu’il y a concordance entre les oxydes des 3 recettes et les oxydes cités par chatGPT
Adapter les 3 recettes avec mes composants
Pour chaque composant tu peux obtenir des informations dans Glazy.org en double-cliquant sur le composant. Par exemple : pour frita 174 dans la recette N°2 , l’équivalent est la Fritte 3134 que j’ai achetée chez Ceradel.
Tu peux aussi le chercher la composition dans digital fire.
Tu composes une fritte de composition proche par assemblage des frittes dont tu disposes. Par exemple: F3124 dans la recette N°1 RMC : j’ai pris 90% de F3195 et 10% de F3134 dont je disposais. Pour F3249 dans la recette N°3 G2934Y j’ai pris 80% de la fritte F3195 et 20% de F1254. J’essaie d’avoir au moins les concentrations les plus proches en Al2O3 et SiO2. Tu n’obtiens pas exactement la même composition mais tu obtiendras un émail de ta composition.
Mon avis: émail semi-brillant de couleur gris-vert avec des trainées brunes gris-foncé. La recette seule suffit, inutile d’y ajouter d’autres oxydes. Je vais garder le N°1
Tu voudrais qu’il soit de couleur noire sans émail ni engobe
Tu vas le faire cuire dans la sciure
Procure-toi le matériel:
1/ La lessiveuse
Procure toi une lessiveuse d’occasion sur « le bon coin » ou dans un vide grenier.
Perce des trous tout-autour à la base d’environ 15mm.
Prévois une tôle pour la couvrir
2/ La sciure ou les copeaux de bois
Prends-les chez le menuisier près de chez toi, c’est gratuit. Prends la peine de les faire sécher. Place les au fond de la lessiveuse et autour de ton pot.
3/ Le charbon de bois
Achète un sac de charbon-de-bois
Place le charbon-de-bois au-dessus de la sciure, en une seule couche
6/ Du petit bois
Il sert à l’allumage, au-dessus du charbon-de-bois
4/ Les gants
Une nécessité si tu ne veux pas te brûler les doigts
5/ L’allume-feu
Très utile pour démarrer le feu
Allume le feu
Le petit-bois brûle, le charbon-de-bois s’embrase. La poterie est au centre, entourée de sciure qui se consume lentement.
Couvre la lessiveuse
Une fumerolle s’échappe, rien de gênant pour les voisins.
Laisse brûler
Jusqu’à extinction, pendant environ 4 heures.
Découvre ton pot
Il est noir de noir. Le blanc c’est dû à un morceau de charbon de bois incandescent qui a glissé contre le pot.
Lave ton pot, le noir reste, c’est le critère de réussite.
Lustre ton pot avec de la cire blanche
C’est pas cher, c’est pas compliqué et ça marche.
Si le feu s’arrête, relance le avec du petit bois.
Si c’est trop rapide: les trous de la lessiveuse sont trop gros ou trop nombreux. Colmate en quelques uns avec de l’argile.
Evite de le faire s’il y a du vent car la combustion sera trop rapide.
Inconvénient: c’est un peu long parce qu’il faut le faire pot après pot. Evite de mettre plusieurs pots parce que toutes les faces du pot ne seront pas noircies.
Pour en savoir plus sur les enfumages de poteries, tu peux te reporter au chapitre « feu de bois et enfumage »
Mon choix se porte sur 2 bases déjà utilisées et validées en laboratoire pour un usage en poterie utilitaire. Je sais que l’ajout d’oxydes différents de ceux de l’émail testé peut en modifier le résultat mais au moins je ne cours pas de risque sur le choix de la base.
N°1: KG Keen Green N° 6356 déjà utilisée pour les verts: Potash Feldspar 48,42; Silice 19,79; Gerstley borate 14,32; Craie 8,53; Dolomie 6,32 ; Kaolin 2,63
et
N°2: Vienne 2025 déjà utilisée pour le rose : Wollastonite 25; Ferro Frit 3134 20; Kaolin 20; Silice 20; Feldspath potassique 15; Oxyde d’étain 5; Bentonite 2.
2/ Choix des oxydes
Trois fluidifiants (ou cristallisoirs – opacifiants) en quantité fixe : Ox. Manganèse 0,5 / Dioxyde de Titane 3 et Oxyde de Zirconium 2. Ils ont pour objectif de faire varier le rendu de l’émail, de lui donner un aspect perlé ou granité, de le matifier.
L’oxyde de fer pour le rouge, l’oxyde de chrome pour le vert, l’oxyde de cobalt et l’oxyde de cuivre pour le bleu avec des dosages faibles pour ne pas nuire à un usage utilitaire : 0,03 – 0,05 pour l’Ox. de Chrome et l’Oxyde de Cobalt et 0,3-0,5 pour l’oxyde de Cuivre
20 essais avec la base N°1 + 3 opacifiants
KG Kenn Green N°6356
%
Potash Feldspar
48,42
Silice
19,79
Gerstley Borate
14,32
Craie
8,53
Dolomie
6,32
EP Kaolin
2,63
Di Ox. Manganèse
0,5
Di Ox. Titane
3
Oxyde de Zyrconium
2
Ajout des 3 oxydes:
Essai N°
KG N° 6356
Ox. Cobalt
Ox. Chrome
Ox. Cuivre
1
Oxyde = 0
2-3
Ox. Fer
0,7-0,9
4-5
Ox. Cobalt
0,03-0,05
6-7
Ox. Chrome
0,03-0,05
8-9
Ox. Cuivre
0,3-0,5
10-11
Ox. Fer
0,5
0,03-0,05
12-13
Ox. Fer
0,5
0,03-0,05
14-15
Ox. Fer
0,5
0,3-0,5
16-17
Ox. Cobalt
0,03
0,03-0,05
18-19
Ox. Cobalt
0,03
0,3-0,5
20
Ox. Fer
0,5
0,03
0,3
20 essais avec la base N°2 + 3 opacifiants
Retrait de l’oxyde d’étain en raison de l’ajour des 3 autres fondants
Vienne 2025 sans Ox. d’étain
%
Wollastonite
25
Ferro Frit 3134
20
Kaolin
20
Silice
20
Feldspath potassique
15
Bentonite
2
Di Ox. Manganèse
0,5
Di Ox. Titane
3
Oxyde de Zyrconium
2
Ajout des 3 oxydes
Essai N°
Vienne 2025
Ox. Cobalt
Ox. Chrome
Ox. Cuivre
1
Oxyde= 0
2-3
Ox. Fer
0,7-0,9
4-5
Ox. Cobalt
0,03-0,05
6-7
Ox. Chrome
0,03-0,05
8-9
Ox. Cuivre
0,3-0,5
10-11
Ox. Fer
0,5
0,03-0,05
12-13
Ox. Fer
0,5
0,03-0,05
14-15
Ox. Fer
0,5
0,3-0,5
16-17
18-19
20
Ox. Cobalt
Ox. Fer
Ox. Fer
0,03
0,5
0,9
0,03-0,05
0,05
0,03-0,05
0,03-0,05
0,05
0,3-0,5
0,5
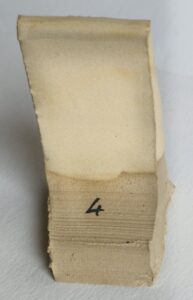
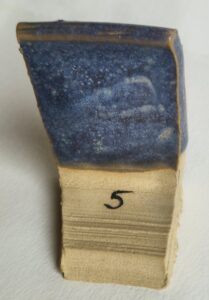
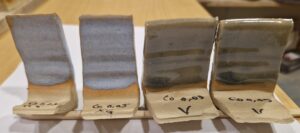
Résultat après cuisson à 1200°C en oxydation
Devant : base Vienne, derrière: base KG
1: Base seule: KG = blanc, Vienne = marron
2-3: Oxyde de fer
4-5: Oxyde de cobalt
6-7: Oxyde de chrome
8-9: Ajout d’Oxyde de cuivre
10-20: Compositions d’oxydes sans variation notable
Conclusions:La couleur originelle de la base est dominante, ici le blanc pour KG et marron pour Vienne. L’ajout d’oxydes de fer, de cuivre, de chrome et de cobalt à faible concentration ne modifie pas notablement la couleur par rapport à la couleur initiale de la base.
Je ne retiens que les 2 émaux ci-dessous de couleur gris-vert:
Wollastonite 25
Ferro Frit 3134 20
Kaolin 20
Silice 20
Feldspath potassique 15
Oxyde d’étain 5
Bentonite 2
Di-Oxyde de Manganèse 0,5
Di-Oxyde de Titane 3
Silicate de Zyrconium 2
Avec comme oxydes différents:
Email « V Rioco » : Ox. Fer Rouge 0,5 + Ox. Cobalt 0,3
Je ne pars pas de zéro, les essais initiaux étaient concluants, voir l’article « argile du jardin »
Cuisson en dégourdi à 980°C de pots en argile locale
Voici son analyse chimique réalisée par la Société Française de Céramique:
SiO² 75,52; Al2O3 13,19; TiO2 0,82; Fe2O3 4,35; CaO 0,66; MgO 0,89; K2O 0,89; Na2O 0,70; P2O5 0,09 et Perte au feu à 1150°C 4,32
L’analyse chimique ne permet pas de dire dans quelle catégorie ranger cette argile. Connaître sa composition ne suffit pas pour prédire ses propriétés physiques.
SiO² 65,30; Al2O3 21,10; TiO2 0,80; Fe2O3 1,41; CaO 0,22; K2O 1,68; Na2O 0,32; MgO 0,15; MnO 0,02 et Perte au feu 9,00
Quelle méthode appliquer pour savoir comment l’utiliser en poterie?
De mes précédents essais je retiens: argile de bonne qualité, qui se tourne bien, qui se cuit un peu comme du grès, à 980°C pour le dégourdi (elle devient de couleur orange) et à 1200°C pour une couverte ou un émail . Elle donne une belle couleur rouge grenat à 1200°C.
Tasse en argile locale émaillée : belle couleur rouge grenat mais fendue
A 1280°C elle devient noire (magnétite) et se met à fondre:
3 pots en argile locale cuits à 1280°C couleur noire et collés à l’assiette en grès
Tout d’abord, je dois choisir le type de cuisson:
– pour la 1ère cuisson en dégourdi: 980°C comme le grès ou 1020°C comme la faïence, ou entre les deux : 1000°C ? Je vais choisir 980°C car j’ai déjà essayé et les résultats étaient corrects. De plus, ça me facilitera la gestion du four de ne pas avoir une nouvelle courbe de cuisson dédiée.
– pour la 2ème cuisson après couverte ou émail: je vais choisir 1200°C car en dessous la couleur serait moins belle et les pores seraient moins fermés. Au dessus de 1200°C, je crains le début de fusion et la magnétite noire comme ci-dessus. En plus, je cuits beaucoup d’émaux sur grès à cette température, donc je me facilite la tâche dans la gestion des courbes de cuisson.
Ensuite, je cherche une recette d’émail compatible:
Je veux éviter que le pot se fende comme sur la photo ci-dessus. Dans l’article sur le coefficient de dilatation thermique , je précise: « il faut que le CDT de l’émail soit inférieur à celui de la pâte. Des tolérances sont acceptables, évaluées à 10 à 15 points pour la faïence et à 1 à 5 points pour le grès et la porcelaine. »
Faisons appel à deux personnes compétentes: Jean-Pierre PRIETO et Christian CHARRE
Je leur envoie la photo, la composition de l’argile et la composition de deux émaux qui ont entraîné la casse du pot et leur demande comment éviter cela:
Argile: SiO² 75,52; Al2O3 13,19; TiO2 0,82; Fe2O3 4,35; CaO 0,66; MgO 0,89; K2O 0,89; Na2O 0,70; P2O5 0,09 et Perte au feu à 1150°C 4,32
Email 2 : Fritte 3195 39,85, Sil 27,35, Cornwall stone 18,48, craie 8,87, Ox Zinc 5,45
Les réponses des experts:
Réponse de Jean-Pierre PRIETO:
» Au refroidissement le pot a voulu continuer à se contracter mais l’émail à l’intérieur ne l’a pas laissé faire. L’émail est épais, le pot est fin, donc c’est l’émail qui a gagné la bataille. Essayez d’augmenter le coefficient de l’émail, ou bien d’émailler plus fin ou bien de tourner plus gros «
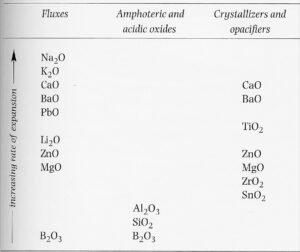
Tableau joint à ce commentaire montrant le taux d’expansion des composants:
Réponse de Christian CHARRE:
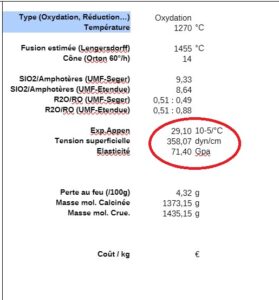
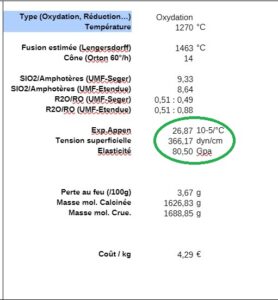
» En regardant tes analyses et les formules des émaux je constate qu’il y a une différence d’élasticité entre la pâte et les deux émaux . Ta pâte est autour de 70 gpa et tes deux émaux autour de 80 . Donc un écart qui provoque très probablement la casse. Ta pâte ne contient pas tout à fait assez de silice ; il faudrait monter entre 73 et 75 °/° . Le mieux serait de mettre de la cristobalite forme calcinée de la silice. C’est peut être la première chose à tenter si tu veux conserver tes émaux à l’identique.
Tu peux aussi essayer d’augmenter la durée de cuisson et la température de cuisson. Sinon, si tu ne veux pas toucher à la pâteil faut modifier les émaux et baisser leur élasticité. C’est plus compliqué mais on peut calculer l’élasticité et ajouter ou retirer des matériaux en vue de baisser ou monter celle ci. Cependant vu que l’écart est assez important et qu’il faut plutôt que l’élasticité de l’émail soit inférieure à celui de la pâte et pas l’inverse il sera sans doute difficile de baisser l’élasticité de tes émaux sans les modifier notablement. »
Mes conclusions:
Augmenter la teneur en silice de l’argile: elle contient déjà 75,52% de SiO² et les tests virtuels n’apportent pas de modification significative de l’élasticité.
Tourner plus gros : personnellement je préfère les pots fins donc pas de changement
Emailler plus fin: oui, je vais émailler un peu plus fin (deux couches au lieu de trois)
Baisser l’élasticité de l’émail: c’est possible mais je ne vais pas tenter de modifier les deux émaux précédents. Je peux créer de nouveaux émaux d’élasticité inférieure à celle de la pâte (70gpa)
Enfin, chercher à modifier l’élasticité de la pâte avec l’ajout de nouveaux composants
Au total, je dois donc tourner un peu plus épais, émailler un peu plus fin, appliquer un émail d’élasticité plus faible ou augmenter l’élasticité de la pâte
C’est cette dernière proposition que je retiens et ne change rien aux autres.
Comment faire baisser l’élasticité d’un émail?
Quels matériaux contribuent à faire baisser l’élasticité? Dans ma recherche sur internet, je trouve une réponse dans « ceramique-technique.com » :
La caractéristique d’élasticité d’un matériau est définie par le module de Young exprimé en GPa. Plus la valeur du module est basse et plus le matériau acceptera une déformation mécanique.
Essais prévus au printemps quand la météo sera plus clémente.
Je jette l’argile dans une bétonnière avec de l’eau. Puis je la filtre au tamis à maille 80 et 100 donnant une pâte liquide. Je la laisse environ 2 jours dans un drap déposé sur la terrasse et la laisse enfin reposer sur une plaque de plâtre.
2/ Augmenter l’élasticité de l’argile
Pour l’instant, je choisis de ne pas modifier la composition des émaux et plutôt tenter d’augmenter l’élasticité de l’argile.
2a/ Reproduire la composition de l’argile locale
Je renseigne la composition chimique de l’argile dans Libpotoulz et trouve une élasticité de 71,4 Gpa.
2b/ Augmenter l’élasticité de l’argile
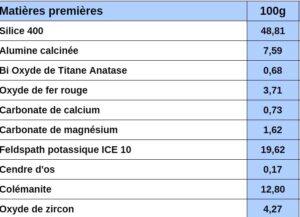
Là aussi, c’est en essayant divers composants que j’arrive en à trouver deux qui pourraient convenir: le silicate de Zirconium et la Colomanite borocalcite
J’ajoute à la formule de l’argile dans Libpotoulz et obtiens:
Le silicate de Zirconium 14,89% : élasticité 80,5 Gpa
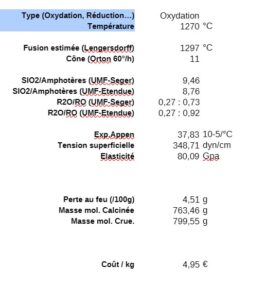
Colemanite12,8% et Silicate de Zirconium4,27%: élasticité=80,09 Gpa
L’élasticité de l’argile devient égale ou supérieure à celle des émaux dont je ne modifie pas la composition.
2c/ Faire des essais avec l’argile brute et modifiée
Tournage de pots avec les 3 types d’argile que je vais laisser sécher et cuire dans les mêmes conditions.
Tournage de pots en argile brute et en argile modifiée (Zironium et Colemanite + zirconium) après tournassage
3/ Résultat
3a/ Après cuisson du biscuit à 980°C
A gauche 2 pots en argile brute. Au milieu, 2 pots en argile + zirconium. A droite, 2 pots fondus en argile+colemanite+zirconium
La colemanite a abaissé le point de fusion de l’argile. Les deux pots ont complètement fondu. Par contre l’argile+zirconium a bien résisté.
3b/ Après émaillage et cuisson à 1200°C
Les deux pots en argile 85% + zirconium 15% ont été recouverts par les deux émaux initialement choisis. Les deux pots ont bien résisté.
Conclusion:
Expérience concluante dont je rappelle l’objectif:
Deux émaux appliqués sur une argile locale ont conduit à la casse des pièces après cuisson à 1200°C. Modifier la composition de l’argile sans changer celle des émaux peut-elle éviter la casse?
L’ajout de 150g de silicate de zirconium à 850g d’argile est une option favorable pour éviter la casse des pots .
Pourquoi? Parce-que l’ajout de zirconium augmente le coefficient de dilatation de la pâte dont l’élasticité passée de 71Gpa à 80Gpa, identique voire un peu supérieure à celle des émaux
06/04/2026 Diminuer le taux de Zirconium
Le coût de 5kg de Zirconium chez Ceradel est à 63,35€ soit 12,6€/kg.
L’ajout de 15% de zirconium à la terre locale sera de 1,89€/kg de terre soit 18,9€/pain de 10kg ce qui est beaucoup trop cher.
Puis-je diminuer la concentration en zirconium en conservant au mélange une élasticité suffisante.
Si on prend comme référence le grès GSA qui convient à la plupart des émaux, son élasticité est de 73,75 Gpa. Quelle quantité de zirconium apporter à la terre locale pour obtenir une élasticité proche de celle du GSA?
L’apport de 5% de zirconium à l’argile locale augmente l’élasticité à 74,27Gpa pour un coût de 0,63€/kg: j’adopte ce compromis
Je vais faire des essais avec 95% d’argile et 5% de zirconium pour un coût de revient des 10Kg de terre à 6,30€. Par comparaison, les 10kg de GSA chez Solargil coûtent 11,39€. C’est acceptable.
Confrontation entre le travail des élèves et celui du maître à chaque étape de la réalisation d’un cylindre en céramique
Au 4ème jour du stage, on est censés connaître les gestes élémentaires pour savoir monter un cylindre
Si nécessaire, vois les jours précédents: J1, J2 ou J3
Nous prenons tous 500g de terre.
Comme référence, le maître fait une démo à chaque étape
On va le faire à tour de rôle en essayant d’approcher la référence:
Etape 1: centrer la terre
Référent: le maître
Ci-dessous de gauche à droite:
Sandra, Daniel, Christian
Jusque là tout va bien
Etape 2 Creuser le centre, aplanir le fond et rassembler la terre
Référent
Sandra, Christian, Daniel,
Aucun n’est conforme à la référence
Etape 4 Monter le cylindre en une seule pince
Référent
Sandra, Daniel, Christian
Y’a pas photo! on est loin de la référence!
Etape 5 Monter la vague pas plus de 3 fois
Référent
Sandra, Daniel, Christian
On y est arrivés mais c’est pas gagné.
Autopsie des cylindres
Référent
Sandra, Daniel, Christian
Pas de triche, vérifie le fond qui doit être mince, bien plat, à l’équerre avec la paroi (ou quasiment) . Assure toi que la paroi est bien régulière et rectiligne. La paroi va en s’amincissant un peu de la base vers le haut, c’est normal.
Ce qu’il faut retenir (« Take-home messages »):
1/ Le centrage doit être parfait, ta motte ne doit pas osciller
2/ Après centrage, tu obtiens un champignon au pied court, bien régulier, pas trop large
3/ Creuse le centre: le fond est bien plat et mince, fais bien la gorge intérieure à la base, rassemble bien ta terre en tronc de cône.
3/ La pince s’obtient en une seule fois et doit monter à environ 10cm. La paroi est régulière, le bord est régulier, la base est propre
4/ La vague se fait en 2 à 3 fois maximum. Fais un tronc de cône, le haut a un diamètre un peu plus petit que la base. La paroi est régulière, pas trop épaisse. Ne mouille pas trop la terre sinon tu ne pourras plus travailler les formes par la suite.
Et enfin, enchaîne les cylindres jusqu’à épuisement… de ta terre… ou de tes forces