On parle ici d’une argile culinaire pour créer des plats que tu peux mettre dans le four de la cuisine.
Si tu exposes aux chocs thermiques une poterie faite de grès classique, tu cours le risque qu’elle se brise. Imagine, tu sors ton plat du four et il se répand sur la table…
Il faut donc une argile qui résiste aux chocs thermiques et en particulier aux températures allant de celle du réfrigérateur à celles du four, c’est-à-dire un écart de plus de 200°.
GSA CL
On n’a pas trop le choix: SOLARGIL commercialise le GSACl c’est-à-dire le Grès de St Amand culinaire au prix de 16,08€ le pain de 10Kg. C’est une argile conçue et préparée pour confectionner des plats allant au four. Elle est composée de Grès de Saint-Amand enrichi avec des argiles réfractaires et de 15 % de chamotte de cordiérite 0-0,3 mm.
C’est la matière première indispensable pour la production de céramiques réfractaires hautes performances. Un ajout de 20 à 30% de silicate de zirconium augmente la plage de cuisson. Elle se présente en poudre ou en granulats déjà porté à haute température
Inconvénient: coefficient de dilatation thermique faible de 58×10-7(300-500) ce qui la rend plus difficile à émailler. Il faut appliquer un émail dont le CDT est plus faible ( voir l’article sur le CDT)
La chamotte
Avec la cordiérite, c’est le deuxième élément indispensable. C’est de l’argile cuite et broyée avec une granulométrie allant de 0,2 à 1,2mm. Elle est mélangée à la pâte. Les micro-poches d’air créées par les grains facilitent les modifications d’expansion de la terre.
Dans le GSA CL, il y a 15% de chamotte de cordiérite 0-0,3mm.
Je ne parts pas de zéro, les essais initiaux étaient concluants, voir l’article « argile du jardin »
Cuisson en dégourdi à 980°C de pots en argile locale
Voici son analyse chimique réalisée par la Société Française de Céramique:
SiO² 75,52; Al2O3 13,19; TiO2 0,82; Fe2O3 4,35; CaO 0,66; MgO 0,89; K2O 0,89; Na2O 0,70; P2O5 0,09 et Perte au feu à 1150°C 4,32
L’analyse chimique ne permet pas de dire dans quelle catégorie ranger cette argile. Connaître sa composition ne suffit pas pour prédire ses propriétés physiques.
SiO² 65,30; Al2O3 21,10; TiO2 0,80; Fe2O3 1,41; CaO 0,22; K2O 1,68; Na2O 0,32; MgO 0,15; MnO 0,02 et Perte au feu 9,00
Quelle méthode appliquer pour savoir comment l’utiliser en poterie?
De mes précédents essais je retiens: argile de bonne qualité, qui se tourne bien, qui se cuit un peu comme du grès, à 980°C pour le dégourdi (elle devient de couleur orange) et à 1200°C pour une couverte ou un émail . Elle donne une belle couleur rouge grenat à 1200°C.
Tasse en argile locale émaillée : belle couleur rouge grenat mais fendue
A 1280°C elle devient noire (magnétite) et se met à fondre:
3 pots en argile locale cuits à 1280°C couleur noire et collés à l’assiette en grès
Tout d’abord, je dois choisir le type de cuisson:
– pour la 1ère cuisson en dégourdi: 980°C comme le grès ou 1020°C comme la faïence, ou entre les deux : 1000°C ? Je vais choisir 980°C car j’ai déjà essayé et les résultats étaient corrects. De plus, ça me facilitera la gestion du four de ne pas avoir une nouvelle courbe de cuisson dédiée.
– pour la 2ème cuisson après couverte ou émail: je vais choisir 1200°C car en dessous la couleur serait moins belle et les pores seraient moins fermés. Au dessus de 1200°C, je crains le début de fusion et la magnétite noire comme ci-dessus. En plus, je cuits beaucoup d’émaux sur grès à cette température, donc je me facilite la tâche dans la gestion des courbes de cuisson.
Ensuite, je cherche une recette d’émail compatible:
Je veux éviter que le pot se fende comme sur la photo ci-dessus. Dans l’article sur le coefficient de dilatation thermique , je précise: « il faut que le CDT de l’émail soit inférieur à celui de la pâte. Des tolérances sont acceptables, évaluées à 10 à 15 points pour la faïence et à 1 à 5 points pour le grès et la porcelaine. »
Faisons appel à deux personnes compétentes: Jean-Pierre PRIETO et Christian CHARRE
Je leur envoie la photo, la composition de l’argile et la composition de deux émaux qui ont entraîné la casse du pot et leur demande comment éviter cela:
Argile: SiO² 75,52; Al2O3 13,19; TiO2 0,82; Fe2O3 4,35; CaO 0,66; MgO 0,89; K2O 0,89; Na2O 0,70; P2O5 0,09 et Perte au feu à 1150°C 4,32
Email 2 : Fritte 3195 39,85, Sil 27,35, Cornwall stone 18,48, craie 8,87, Ox Zinc 5,45
Les réponses des experts:
Réponse de Jean-Pierre PRIETO:
» Au refroidissement le pot a voulu continuer à se contracter mais l’émail à l’intérieur ne l’a pas laissé faire. L’émail est épais, le pot est fin, donc c’est l’émail qui a gagné la bataille. Essayez d’augmenter le coefficient de l’émail, ou bien d’émailler plus fin ou bien de tourner plus gros «
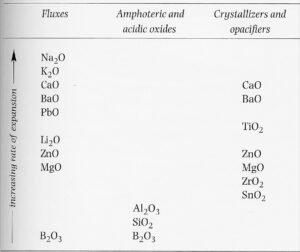
Tableau joint à ce commentaire montrant le taux d’expansion des composants:
Réponse de Christian CHARRE:
» En regardant tes analyses et les formules des émaux je constate qu’il y a une différence d’élasticité entre la pâte et les deux émaux . Ta pâte est autour de 70 gpa et tes deux émaux autour de 80 . Donc un écart qui provoque très probablement la casse. Ta pâte ne contient pas tout à fait assez de silice ; il faudrait monter entre 73 et 75 °/° . Le mieux serait de mettre de la cristobalite forme calcinée de la silice. C’est peut être la première chose à tenter si tu veux conserver tes émaux à l’identique.
Tu peux aussi essayer d’augmenter la durée de cuisson et la température de cuisson. Sinon, si tu ne veux pas toucher à la pâteil faut modifier les émaux et baisser leur élasticité. C’est plus compliqué mais on peut calculer l’élasticité et ajouter ou retirer des matériaux en vue de baisser ou monter celle ci. Cependant vu que l’écart est assez important et qu’il faut plutôt que l’élasticité de l’émail soit inférieure à celui de la pâte et pas l’inverse il sera sans doute difficile de baisser l’élasticité de tes émaux sans les modifier notablement. »
Mes conclusions:
Augmenter la teneur en silice de l’argile: Non, elle contient déjà 75,52% de SiO² et ne suis pas certain de produire un mélange homogène et reproductible donc reste avec l’argile pure.
Tourner plus gros : personnellement je préfère les pots fins donc pas de changement
Emailler plus fin: oui, je vais émailler un peu plus fin (deux couches au lieu de trois)
Baisser l’élastiticité de l’émail: voilà ce que je vais tenter de faire, non pas en reprenant et modifiant les deux émaux précédents. Je vais baisser l’élasticité de nouveaux émaux (autour de 65 gpa) afin qu’elle soit inférieure à celle de la pâte (70gpa)
Au total, je dois donc tourner un peu plus épais, émailler un peu plus fin, appliquer un émail d’élasticité plus faible.
Comment faire baisser l’élasticité d’un émail?
Quels matériaux contribuent à faire baisser l’élasticité? Dans ma recherche sur internet, je trouve une réponse dans « ceramique-technique.com » :
La caractéristique d’élasticité d’un matériau est définie par le module de Young exprimé en GPa. Plus la valeur du module est basse et plus le matériau acceptera une déformation mécanique. Ce sont les zircones qui démontrent une « élasticité » la plus grande avec des modules de Young de l’ordre de 200 GPa.
Conclusion:ajouter de l’oxyde de Zirconium à l’émail devrait faire baisser son élasticité et améliorer la compatibilité avec la pâte. Créer de nouveaux émaux avec moins d’élasticité.
Essais prévus au printemps quand la météo sera plus clémente.
Confrontation entre le travail des élèves et celui du maître à chaque étape de la réalisation d’un cylindre en céramique
Au 4ème jour du stage, on est censés connaître les gestes élémentaires pour savoir monter un cylindre
Si nécessaire, vois les jours précédents: J1, J2 ou J3
Nous prenons tous 500g de terre.
Comme référence, le maître fait une démo à chaque étape
On va le faire à tour de rôle en essayant d’approcher la référence:
Etape 1: centrer la terre
Référent: le maître
Ci-dessous de gauche à droite:
Sandra, Daniel, Christian
Jusque là tout va bien
Etape 2 Creuser le centre, aplanir le fond et rassembler la terre
Référent
Sandra, Christian, Daniel,
Aucun n’est conforme à la référence
Etape 4 Monter le cylindre en une seule pince
Référent
Sandra, Daniel, Christian
Y’a pas photo! on est loin de la référence!
Etape 5 Monter la vague pas plus de 3 fois
Référent
Sandra, Daniel, Christian
On y est arrivés mais c’est pas gagné.
Autopsie des cylindres
Référent
Sandra, Daniel, Christian
Pas de triche, vérifie le fond qui doit être mince, bien plat, à l’équerre avec la paroi (ou quasiment) . Assure toi que la paroi est bien régulière et rectiligne. La paroi va en s’amincissant un peu de la base vers le haut, c’est normal.
Ce qu’il faut retenir (« Take-home messages »):
1/ Le centrage doit être parfait, ta motte ne doit pas osciller
2/ Après centrage, tu obtiens un champignon au pied court, bien régulier, pas trop large
3/ Creuse le centre: le fond est bien plat et mince, fais bien la gorge intérieure à la base, rassemble bien ta terre en tronc de cône.
3/ La pince s’obtient en une seule fois et doit monter à environ 10cm. La paroi est régulière, le bord est régulier, la base est propre
4/ La vague se fait en 2 à 3 fois maximum. Fais un tronc de cône, le haut a un diamètre un peu plus petit que la base. La paroi est régulière, pas trop épaisse. Ne mouille pas trop la terre sinon tu ne pourras plus travailler les formes par la suite.
Et enfin, enchaîne les cylindres jusqu’à épuisement… de ta terre… ou de tes forces
Je m’entraîne au cylindre: après 3 ou 4 tentatives j’arrive à en monter un correctement.
La suite est désastreuse: voici la liste de mes erreurs:
-je ne crée pas de gorge à la base en dedans ou de collerette à la base en dehors
-le centrage est bon mais la base trop large ou baveuse
-la montée du cylindre va trop vers l’extérieur et pas en dedans
-la pince devrait se faire en un seul passage, donc pas assez forte
-en pinçant plus fort, j’arrache l’argile!
-ma position est mauvaise, siège trop bas. C’est très important parce que ta main et tes doigts doivent être dans le prolongement des avant-bras, sans cassure.
-la vague devient vite un cauchemar, je ne reproduis pas correctement ce geste magique. Soit je crée une trop grosse vague, soit je m’arrête en chemin.
CC, peux-tu nous refaire une démo?
Centre ta motte, fais une gorge extérieure, aplanis le fond et crées une encoche en dedans puis rassemble ta terre avec tes deux mains
Aplanis le haut, accentue la gorge extérieure, fais la pince et monte ta terre
En fin de pince ta terre est montée de 10cm. Régularise le haut, refais une gorge extérieure à la base et tu es prêt pour la vague.
Introduis ta main gauche afin que l’extrémité de ton majeur vienne s’encastrer dans l’encoche que tu as créée à la base au départ. Le bout de ton majeur droit vient se placer dans la gorge extérieure que tu viens de refaire. Observe bien les doigts de deux mains: ils sont verticaux et parallèles, les pouces se touchent pour assurer la prise.
C’est le majeur de dedans qui crée la vague et la fait monter. Le majeur extérieur ne fait qu’accompagner, sans pression. Ce qui est difficile, c’est de conserver le même écartement des doigts, la même pression. Vers le haut, quand la vague arrive au bord, relâche doucement la pression pour que la vague s’échoue délicatement sans onduler.
A la fin, régularise le bord. Lisse la paroi avec l’estèque et n’oublie pas de sécher le fond avec une petite éponge.
Après-midi: formes ouvertes
Les gestes sont les mêmes pour un bol, une coupe, un saladier.
Ce qui change, c’est le poids de terre et la forme qu’on veut donner. Il faut donc choisir à l’avance ce que tu veux faire. Sandra et Christian D. vont faire un bol en prenant 600-700g de terre. je choisis à nouveau le saladier et fais une motte de 1,5Kg.
CC avait raison, le 3ème jour est difficile. J’arrive à grand peine à le faire mais soit trop épais en bas, trop fin en haut, mêmes difficultés dans la régularité des gestes que pour le cylindre.
CC, une petite démo ne serait pas de trop
Voici la réalisation d’un saladier avec 2Kg de terre
Centre ta motte, fais un champignon et creuse le centre
Crée le fond non pas à plat comme pour le cylindre mais en lui donnant une courbe en remontant les doigts vers l’extérieur. Rassemble bien ta terre en la serrant avec les deux mains. La pince entre pouce et majeur gauches fait monter la terre, le majeur et le pouce de la main droite accompagnent la montée de la terre sans appuyer.
La pince a monté la terre vers l’extérieur pour former une sorte de petit pot-de- fleur. Régularise le bord. Recrée une gorge extérieure à la base et mets tes doigts en position comme pour la vague du cylindre. Ici, pas de vague mais un « duo de majeurs ». Les deux majeurs vont travailler ensemble en regard l’un de l’autre.
Regarde les deux mains: la gauche est positionnée verticalement comme dans le cylindre. La droite est presque à l’équerre et le corps de CC est penché à droite parce qu’il regarde la forme qu’il est en train de donner. C’est une sorte de gros pot-de-fleur, à paroi rectiligne. Régularise le bord. Recrée une gorge extérieure à la base.
Donner la forme: prends une estèque métallique dans la main droite et place ton majeur gauche en dedans. Appuie avec le doigt gauche en remontant et en contrôlant la poussée avec l’estèque. Régularise le bord.
Tu peux créer une collerette extérieure. Passe un coup d’estèque dedans pour lisser puis un coup d’éponge pour sécher.
A droite, celui du maître, à gauche celui de l’élève
On prend 900g de terre et on monte un cylindre.
Ce cylindre doit faire 18cm de hauteur et 8cm de largeur en haut, plus étroit en haut qu’à la base. Le but est de bien monter la terre depuis le bas, avoir un fond de 5mm, une paroi régulière jusqu’en haut et un bord supérieur bien régulier.
Le message de CC: « tant que vous ne monterez pas un cylindre, inutile d’aller plus loin ». Le cylindre est la forme de base dont sont issus tous les pots.
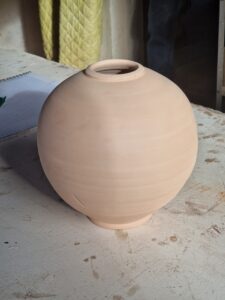
D’un cylindre bien tourné on peut faire une bouteille,
un pichet, une potiche, un vase-boule…
Il nous faut toute la matinée pour y arriver, c’est pas facile.
Il est par contre facile de le transformer en pichet
Sandra et Christian D. très concentrés.
Passer du cylindre à la bouteille
Passer l’estèque à l’extérieur pour sécher les 2/3 inférieurs du cylindre.
Puis pincer le tiers supérieur avec les pinces pouce-index des deux mains en allant du bas vers le haut
Mettre le majeur gauche dedans et étirer vers le haut avec les deux majeurs.
Pincer à nouveau le col jusqu’au goulot
Comment faire un grand plat?
Un rondeau en contre-plaqué de 2cm d’épaisseur et 50cm de large, renforcé au dessous par un carré en bois vissé. CC place dessus une motte de 6Kg de grès GSA (grès de St Amand) chamotté avec chamotte fine de 0,05. Observe le centrage. Il faut une petite dépression sous le centre de la motte pour créer un effet ventouse. Il tape la motte pour la centrer au mieux avant de lancer la girelle. Regarde bien comme il se sert de ses mains et de ses avant-bras.
Il plante la pique pour mesurer le fond qui fait 1cm d’épaisseur.
Il étale l’argile et crée le fond. Mains à plat pour le fond, mains repliées pour le bord, petite éponge dans la main droite, puis estèque pour le fond. L’estèque tire la terre en dehors puis la ramène vers le centre à 2 reprises.
Le bord apparaît
Il élève la bordure en la dirigeant en-dedans puis ajuste le bord
Il termine par le marli, c’est-à-dire la couronne qui ceinture le plat. L’estèque dans la main droite vient se placer en dedans et étire le marli en dehors. La main gauche à l’extérieur s’appuie sur la base du plat. Un coup d’estèque à nouveau sur le fond pour tirer la terre en dehors et la ramener en dedans. Cela renforce la cohésion du fond et évitera les fissures. Il termine par les finitions des jonctions entre le fond et le marli et enfin le bord supérieur.
Crois-moi, le tournage c’est fatigant mais tellement beau.
Pourquoi me suis-je inscrits en stage de tournage?
Simplement parce que je ne tourne pas bien. Je souhaite m’améliorer
Si tu apprends seul, en regardant des vidéos, ou en observant des potiers qui ne t’expliquent rien, tu acquiers de mauvais gestes. Plus tard, il te sera difficile de t’en débarrasser.
Lieu du stage : Mostuejouls 12720
A l’entrée des Gorges-du-Tarn, près de Millau, site pittoresque
Potier exerçant le métier depuis 30 ans, formé au CNIFOP, très pédagogue
L’atelier
La salle de tournage : 4 tours et une boudineuse desaéreuse.La salle d’émaillage
Ci-dessous le four à gaz de 600L en fibres. Le haut du four se lève entièrement grâce à un levier relié à un câble. Le four ainsi relevé, la sole devient accessible et peut être chargée sur les 4 côtés. De ce fait, nul besoin de porte.
Les participants
Sandra, Christian D. et Daniel
J1
Après un petit café on s’installe chacun devant un tour et CC (le maître) nous invite à lui présenter ce qu’on sait déjà faire. Je m’exécute, je prends une motte de 600g, la place sur la girelle, monte et descend la terre et tourne un gobelet.
CC m’observe dubitatif et me dit que beaucoup de travail m’attend. Je dois perdre les gestes imprécis et acquérir une vraie méthode de travail. Il va me montrer des gestes reproductibles pour chaque étape du tournage.
Tu dois être correctement installé, le siège à bonne hauteur, décontracté et aussi très concentré.
Pétrissage: « la tête-de-bélier »
Avant de prendre une motte, il te faut malaxer la terre en « tête-de-bélier », pour la rendre plus plastique et plus facile à travailler. Prends la motte entre les deux mains. Pousse-la en avant sur la plaque de plâtre ou de contre-plaqué en la faisant rouler tout en l’écrasant avec tes paumes. Recommence plusieurs fois puis forme une boule entre tes mains.
Centrage
Fais tourner ton tour lentement et projette ta boule au centre. Si elle est excentrée, arrête le tour, fais la glisser au centre et tape dessus un grand coup avec le plat de la main. Accélère la rotation de la girelle qui doit tourner très vite. Procède alors à la montée et à la descente de ta motte.
Motte projetée au centre de la girelle
La montée
Pour un droitier, c’est la main GAUCHE qui centre la terre, la droite ne sert qu’à retenir la poussée. Les doigts sont réunis en avant, pouces relevés. La main gauche est alignée avec l’avant-bras qui repose sur la cuisse en son milieu. C’est l’épaule qui doit pousser la main, celle-ci devant rester décontractée. La poussée exercée par la paume de la main dont le bord est calé sur le bord de la motte fait monter la terre qui est maintenue par la main droite. Le centrage ne s’obtient pas à la montée mais à la descente
Montée de la terre
La descente
Seule la main gauche agit: le pouce gauche placé au dessus de la motte l’écrase doucement tout en poussant. Les doigts de la main droite se calent sur la base du pouce gauche et aident à pousser vers l’avant. Le bord extérieur de la main gauche est calé à la base de la motte et rassemble la terre. Si tu veux faire un pied à ta pièce, accentue ta pression à la base pour y faire une encoche. Tu formes ainsi un champignon qui dessine déjà le pied de ta pièce. En descente, diminue la vitesse de rotation du tour, pousse et retire doucement ta main gauche. A la fin, si ta pièce est bien centrée elle ne doit pas osciller sinon, recommence.
Descente de la terre
Perçage du centre
Place l’extrémité du pouce gauche et de l’index droit au centre et incline tes deux doigts à 45° en poussant vers le centre. Arrivé au fond, tire les deux doigts vers toi pour agrandir le fond. Aplani le fond avec la pulpe du pouce et crée une petite gorge sur le fond du bord intérieur avec la pointe du pouce.
Rassemble la terre: place tes mains autour de ta pièce, doigts réunis en avant comme pour monter la terre. Le bord de ta main gauche rassemble la terre du bas vers le centre. Resserre progressivement tes mains pour avoir une paroi épaisse mais verticale.
Affine le haut en pinçant le bord entre le pouce et l’index gauche et en retirant le surplus de terre du dessus avec l’index droit.
Alors, deux formes basiques sont possibles, le cylindre ou le bol ou encore la forme fermée et la forme ouverte. La différence c’est que pour le cylindre tu montes ta pièce verticalement en rétrécissant le haut par rapport au pied. Pour le bol, c’est l’inverse, tu vas élargir ta pièce en montant.
Faire un cylindre
La pince
Forme une pince entre ton pouce et ton index de la main gauche. Appuie cette pince sur le bas de ta pièce et monte progressivement en maintenant la même pression tout du long. Les doigts de la main droite sont juste en appui sur le pouce gauche pour le caler.
C’est un geste délicat: pas trop pincée c’est-à dire pas trop en crochet car tu crées une encoche (les doigts forment un cercle); mais aussi pas trop pulpe contre pulpe des deux doigts ( tes doigts forment une amande) car tu assèches ta terre et tu vas la déformer. C’est entre les deux, tes doigts forment un ovale.
Affine le haut en pinçant le bord entre le pouce et l’index gauche et en ôtant le surplus de terre du dessus avec l’index droit.
Recommence la montée si la longueur de tes doigts le permet. Amincis le fond en récupérant de la terre et en la remontant car on laisse souvent trop de terre au fond. Tu le payeras ensuite en longues séances de tournassage! Ramasse bien ta terre en bas à l’extérieur pour ne pas laisser de collerette baveuse.
Monte ta terre pour former un cône qui ressemble à une tour de refroidissement de centrale nucléaire.
La vague
Au delà d’une hauteur d’environ 10cm, tu ne peux plus utiliser la pince car c’est la limite de hauteur de tes doigts. Pour monter plus haut tu vas utiliser la technique de la vague.
Le majeur de la main gauche se place dans le bas de la paroi intérieure et pousse la terre tout en montant. Ainsi, il forme une bosse vers l’extérieur. Le majeur de la main droite se place en bas à l’extérieur de la pièce mais en dessous du doigt intérieur. Il va faire déplacer la bosse vers le haut. Ce déplacement rappelle le mouvement d’une vague. L’écartement entre les deux doigts doit rester le même tout en montant.
Tu ne peux faire au maximum que 3 passages, donc il faut bien remonter la terre depuis le bas vers le haut en exerçant une pression suffisante et constante. Plus tu montes plus tu ralentis la vitesse de rotation du tour. Plus tu montes, plus tu relâches la pression entre tes doigts.
Faire un bol ou forme ouverte
La pince
C’est comme pour le cylindre, mais ici la pince étire la terre vers l’extérieur pour créer un cône inversé. Le haut de la pièce est plus large que le bas.
Duo de majeurs
A 10cm de hauteur, tu ne peux plus faire la pince. Etire la terre avec les deux majeurs placés l’un en face de l’autre en montant. Tu tires la terre de dedans en dehors et tu obtiens la courbe désirée.
Sans pied, le fond est fin, avec pied on laisse une collerette extérieure et un fond plus épais.
L’estèque
Applique l’estèque en métal à l’extérieur, pointe en bas , perpendiculaire à la pièce. Lisse en récoltant doucement la barbotine. Cela assèche la paroi.
Fais la même chose à l’intérieur avec l’estèque pointe en haut en allant du haut vers le fond.
Tu peux écarter les bords et obtenir une coupe en étirant l’intérieur. La forme s’obtient par un appui intérieur, jamais extérieur. A l’inverse, tu ne peux pas d’une coupe faire un bol, il te faut choisir à l’avance.
Les yeux fermés
Sur les conseils de CC, je fais un cylindre depuis le centrage jusqu’à la fin entièrement les yeux fermés. C’est très instructif. Tu ressens beaucoup mieux la terre, tu es concentré sur tes doigts et la pression que tu y exerces. Selon CC, le pot était mieux tourné que celui réalisé yeux ouverts!
Fin d’une journée fatigante mais très riche en acquisitions de connaissances.
Je veux en faire une sculpture en utilisant la technique du modelage
Tu peux te reporter au modelage du lièvre décrit dans un autre chapitre.
Il mesure 50cm de long des oreilles à la queue. J’imprime deux photos qui sont à l’échelle 1/2 : 1cm sur la photo correspond à 2cm en réalité. Je prends des cotes pour avoir une idée des distances cou-queue, épaule-bout de patte, nez-pointe de l’oreille…
Dresser l’ossature centrale
Je choisis la PRAF, grès qui contient de la chamotte et qui convient bien à la sculpture et au modelage
Une lame de grès verticale, étayée par des piques reliées à un support repose sur une plaque d’argile
Un coup de décapeur thermique la durcit pour la faire tenir seule à la verticale
Façonner le corps
J’ajoute le postérieur et les pattes antérieures piquées d’une aiguille à tricoter.
Je modèle le dos et le ventre, sèche un peu le tout et retire les supports
Je façonne jusqu’au cou tout en laissant des ouvertures. Par ces orifices je peux introduire mes doigts ou un instrument et avec les doigts extérieurs former l’aspect du corps.
On est d’accord que ça ne ressemble pas à un chat! Pas encore. Pour monter la statue il te faut qu’elle tienne debout et que tu lui donnes une bonne assise. pendant ce temps, la terre sèche et consolide ta statue.
Et la tête
J’ajoute la tête, modelée de la même façon par des plaques d’argile collées les unes aux autres avec de la barbotine (même terre, très humide). De loin si je cligne les yeux, je devine que ça pourrait ressembler à un animal mais pas encore à un chat.
Et tu modèles encore et encore
Prépare de petites plaques d’argile. Plaque-les au fur et à mesure sur le corps, retire de l’épaisseur là où il te paraît y en avoir trop. Tapote l’extérieur avec une palette en bois. Prends un peu de recul et compare ta statue à la photo de face et de profil. Quand ça commence à ressembler à ton modèle, tu cisèles le contour des yeux, de la gueule, fignole, jusqu’à ce que tu sois satisfait.
Rassure-toi, on n’est jamais complètement satisfait et pourtant il faut bien s’arrêter à un moment donné.
C’est ce que j’ai fait et voilà le résultat, des oreilles un peu trop grandes, un corps un peu trop massif mais je m’en tiens là.
Dans l’attente de la cuisson: le séchage
Important: des trous dans la statue permettent à l’air de s’échapper à la cuisson. Perce les orifices des oreilles, le coin des yeux, le dessous de la statue.
Attendons 2 semaines de séchage avant de lancer la cuisson du dégourdi. Si tu veux aller vite, stop! . Le séchage ne doit pas se faire au décapeur thermique, il doit être lent sinon tu vas casser ta statue.
Ce délai me donne le temps de réfléchir pour préparer l’émail qui va le recouvrir: un émail blanc et un émail orange…
La cuisson et l’émaillage
Quatre semaines: c’est le temps de séchage dans la maison qui est chauffée !
Cuisson du dégourdi à 980°C, il est sorti du four sans fissure
Emaillage : juxtaposition de deux émaux un blanc et un orangé « Tangerine » trouvé sur Glazy.org , adapté et testé avant utilisation. Recette: 26 Si400 , 21NeSyén, 16Kaolin, 15FRitte3134, 12Wollastonite, 8,6Ox.Zinc + 2,5Ox.Fer Rouge, 2Bentonite, 0,3Ox.Chrome. Cuisson 1200°C four électrique en oxydation.
Avant d’appliquer l’émail, dessin au crayon de papier des délimitations entre blanc et orange. Puis, dépôt d’oxyde de fer rouge dilué dans de l’eau sur les zones destinées à recevoir l’émail orangé. Application au pinceau de l’émail blanc uniquement là où il y a du blanc puis étalement au pinceau de l’émail orangé. Les bandes plus sombres sont du même émail contenant 5% d’oxyde de fer rouge en plus.
Il va trôner à l’extérieur sur le dôme de l’escalier du pigeonnier. Dès installé il prendra la pose.
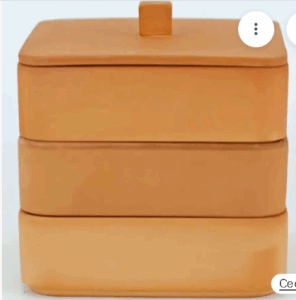
3 boîtes carrées empilables composées d’un couvercle, de 3 fonds et de 12 bords
Chaque élément mesure au départ 17x17cm et 7cm de haut. Après retrait au séchage et à la cuisson, prévoir au moins 15cm de côté et 6cm de haut. Epaisseur : 4mm
Détail des côtes:
Fond: 17x17cm, bords: 17,4cm et couvercle:17,8cm
Modelage de la terre
Je choisis la PRAF, grès chamotté utilisé en sculpture et en modelage.
Tu étales la motte à la crouteuse et obtiens une plaque de 4mm d’épaisseur. Dans cette plaque, découpe 3 fonds avec l’emporte-pièce de 17cm.
Sur une autre plaque, découpe au couteau les 12 bords et le couvercle.
Précaution utile
Attention à l’humidité de tes plaques. La 1ère plaque, pas de souci, tu la découpes facilement. Dès la deuxième, ça colle, tu déformes les pièces en les déposant sur le plateau d’assemblage.
Pourquoi? Parce que le tissu de la crouteuse se gorge de l’eau contenue dans l’argile et la transmet à la plaque suivante.
Sèche le tissu au souffleur thermique avant chaque passage. Si c’est encore trop humide, sèche un peu ta plaque étalée.
BordsFonds
Comme tu ne peux monter toutes tes boîtes en même temps, place tous les éléments sur des planchettes séparées par de petits tasseaux de bois.
En attente d’assemblage sur planchettes
Assembler les bords sur les fonds
Enduis de barbotine le tour du fond et le côté.Dépose le bord vertical sur le côté du fond de boîte. Applique une règle en bois contre le bas et tapote avec un petit marteau.Fais coller les bords entre-eux avec de la barbotine.Mets de la barbotine humide sur toutes les jointures que tu lisses avec le doigt.Place de petits colombins sur toutes les jointures que tu écrases et lisses au doigt.Une planchette de bois de 7cm de hauteur t’aide à découper le haut du bord avec le fil à découper. Ajoute de la terre s’il en manque.Passe ensuite aux autres boîtes et ainsi de suite…
Colle des cales au-dessous des deux boîtes du dessus
Pour que tes boîtes de dessus s’empilent bien et ne bougent pas, il te faut coller des cales au-dessous du fond de ces deux boîtes.
Découpe de fines bandes de terre de 15cm et 4x4mmColle les à la barbotine pour former un carré au dessous du fond.Laisse une marge de sécurité de 2mm entre le bord extérieur de ta cale et le bord intérieur de la boite.
Cela garantit qu’elle s’empile bien sur la boîte du dessous. Pour te faciliter ce collage, prends une règle en bois que tu appliques contre le bord du fond.
Les couvercles
Comme pour les fonds, colle les cales au-dessous du couvercle. Malaxe une petite boule d’argile entre les deux mains. Place la sur la barbotine que tu as déposée sur le milieu du couvercle pour en faire un bouton de couvercle.
Laisse sécher quelques jours avant ajustage
Assure toi que tu peux manipuler les boîtes sans risquer de les déformer.
Empile maintenant boîtes et couvercle en ajustant les cales qui peuvent frotter les bords. Regarde si tes bords de boîtes sont bien alignés en verticalité. Ajuste en raclant avec l’estèque ce qui dépasse. Si le bord rentre un peu, tapote le vers l’extérieur après l’avoir humecté.
Perce les trous des fonds du dessus
Perce le fond des deux étages du dessus avec la perceuse (8mm) en des points équidistants. Retire bien le surplus de terre qui colle au bord des trous.
Finitions avant cuisson
Passe un peu de papier verre sur toutes les pièces pour effacer les aspérités.
Laisse ensuite sécher toutes tes boîtes empilées pendant plusieurs jours
La cuisson
La première cuisson en four électrique doit atteindre 980°C pour obtenir le dégourdi. Consulte le chapitre cuisson.
Après 2 semaines de séchage, cuisson à 980°C
J’hésite pour l’émaillage du fond de la boîte du bas qui contiendra de l’eau. Pour éviter qu’elle soit poreuse, il faudrait recouvrir le fond d’une couverte. La cuisson de l’émail devrait atteindre 1200°C car c’est du grès. Mais la boîte du bas cuite seule aurait un retrait supérieur aux autres et risque de ne pas bien s’emboîter. Je peux cuire l’ensemble mais je risque un retrait différent car une seule est émaillée. J’opte pour les laisser comme ça. Je préviendrai mon amie de mettre une coupelle au-dessous.
La boudineuse Sophie-Express que je viens de déballer est flambant-neuve
Elle provient de Breizh Ceram, fabriquée par Michel Lachand et conçue par Sophie, son épouse, elle-même potière.
A quoi sert-elle?
On l’appelle aussi bien extrudeuse ou boudineuse ou encore pugmill. Elle sert à mélanger, homogénéiser et dégazer l’argile avant son façonnage.
Mélanger : elle homogénéise les différents types d’argile, chamottes, additifs ou recyclés.
Dé-aérer : grâce à une double vis, elle élimine les bulles d’air présentes dans la pâte — crucial pour éviter les fissures ou explosions à la cuisson.
Boudiner : elle forme un boudin d’argile compact et plastique prêt à être tourné, pressé ou moulé.
Mottes d’argile à recycler
En quoi BD-sophie-express est-elle originale?
Elle permet la dé-aération de la terre sans pompe-à-vide, conçue et fabriquée en France, c’est une création artisanale et enfin c’est la moins chère du marché
Si tu penses comme moi que la dé-aréation de la terre provient d’une pompe-à-vide, tu te trompes. La pompe sert avant-tout à dé-humidifier la terre plus rapidement
La dé-aération est due à la combinaison de plusieurs facteurs concomitants: – le jeu diamétral entre vis et fourreau – la double vis en sortie – la pente de la spire-vis – la contre-pression au niveau cône de sortie ( passage d’un diamètre de 110 à 75 mm ) – la vitesse de rotation de la vis.
Si tous ces paramètres sont bien ajustés, la dé-aération est complète
Jusqu’ici je m’en passe alors pourquoi m’équiper?
Comment j’en ai ressenti le besoin? Quand tu recycles la terre, tu remarques que des bulles d’air ressortent même si tu pétris bien ta motte avant de l’utiliser. Pour le tournage, ça peut être gênant mais pas trop. Par contre dès que tu travailles à la plaque, tu vois des bulles en surface. Tu les crèves mais tu y passes du temps. Tu peux aussi partager ta motte en deux ou en trois dans le sens de la longueur et recoller à plat les morceaux et chasser ainsi une bonne partie des bulles. Mais si tu veux vraiment être efficace il faut acquérir une boudineuse.
L’installation
Je la place en bout de table et la fixe avec deux vis
Les débuts
Mon premier essai est une vraie galère. Je place ma terre dans le puits de chargement, la pousse avec le pilon en T sans succès. Je force, bascule le pilon de droite à gauche et d’avant en arrière, me suspends au pilon mais rien n’y fait. J’ajoute un peu d’eau par dessus, ça glisse un peu et à force, à force j’obtiens un boudin. Si ça doit être comme ça à chaque fois je préfère renoncer. Je retire la terre du piston au dessus et mets de la terre très humide, presque mouillée. C’est pire encore, la terre sort par les trous de derrière, au dessous du moteur et pas de boudin.
J’insiste
Je démonte le tout, nettoie, remonte et prends de la terre que j’utilise pour travailler, molle mais pas mouillée. Et là, oh bonheur, en poussant facilement le piston, un tube d’argile s’extrait majestueusement de l’orifice de l’appareil.
Moralité: mon vécu de boudineuse au début est plutôt ardu mais réaliste. Je plaide coupable. Sans conseil préalable tu t’exposes à des déboires. Heureusement rien de cassé et maintenant tout va bien.
Ce qu’il faut faire en début d’utilisation:
Charger en terre le puits de chargement aux 2/3 et utiliser de la terre molle, celle que tu obtiens sur la plaque de plâtre en pétrissant la « tête-de-bélier »
Comment améliorer son utilisation?
Pour faciliter la poussée du piston, je vais commander un levier adapté au puits de chargement et qui démultiplie la force de poussée.
Je vais aussi commander un chemin de roulement qui s’adapte en sortie pour récupérer les boudins.
Résultat: satisfait
Cette boudineuse m’a coûté 1500€ mais ne peux te garantir que tu obtiendras le même tarif. Depuis deux jours que je l’utilise et après avoir recyclé 20Kg de terre, je n’ai rencontré aucune bulle en étalant les boudins.
Après utilisation, je démonte la vis et les pistons et les place dans un grand seau d’eau pour la réutiliser d’ici deux à trois jours. Sinon, je la nettoie entièrement et la stocke au sec.
Quelques infos sur les boudineuses
Constitution typique
Trémie d’alimentation : où l’on introduit l’argile brute.
Vis sans fin (ou doubles vis) : pour malaxer et pousser la matière.
Chambre à vide : parfois présente pour dé-humidifier rapidement
Filtrage / grille : parfois présente pour éliminer les impuretés.
Buse de sortie : forme le boudin d’argile (souvent rond ou ovale).
Moteur et réducteur : assurent la rotation des vis.
Capacité et puissance
Petite boudineuse d’atelier : 25 à 100 kg/h, moteur de 0,5–1,5 kW.
Moyenne : 200 à 500 kg/h, moteur de 2–5 kW.
Industrielle : jusqu’à plusieurs tonnes/h, moteurs >10 kW.
Quelques prix indicatifs et des liens:
Un petit tour d’horizon des boudineuses montre que les prix s’échelonnent de 3000 à 20.000€. Cela va de la boudineuse destinée à un petit atelier à de gros appareils plutôt adaptés à un usage industriel.
Breizh-Ceram 1500€ (à titre indicatif) fabrication française artisanale breizhceram@gmail.com Michel LACHAND Mob. +33 6 70 61 46 24
Nous avons vu dans un article précédent comment créer un émail vert.
L’article se termine par: maintenant il faut faire un choix.
Ce choix, c’est l’oxyde de chrome. J’exclus l’oxyde de cuivre car il ne passe pas toujours les tests de laboratoire pour l’alimentaire. Pour le chrome, je sais qu’il passe les tests à la dose de 0,04% (voir test en laboratoire d’un émail rose).
Est-ce qu’il passe le test à une dose plus élevée? Tout dépend de la base utilisée, car il ne faut pas qu’il y ait de transfert, c’est-à-dire qu’il faut que l’oxyde soit solidement accroché aux autres éléments de l’émail.
Choix de ma base
Je choisis ma base (cône 6 -Oxydation) dans Glazy.org:
A l’ Oxyde de Chrome, j’ajoute: Rutile et Di-Oxyde de Titane
Les tests
1ère série de tests
Six tests pour commencer, cuisson à 1200°C en four électrique (cône 6)
%
%
%
%
%
%
Ox. Chrome
1
1
1,2
1,2
1,4
1,4
Rutile
2
4
2
4
2
4
Cette première série de tests a pour but de s’assurer que l’émail est de bonne qualité, qu’il ne coule pas, qu’il s’étale bien, qu’il est de couleur verte, même si la photo ne le montre pas bien.
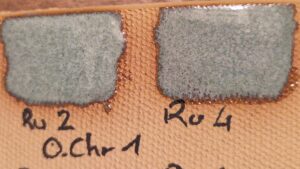
Mon choix : Ox. de Chrome 1,4% + Rutile1,5% + Di-ox.Titane 0 et 3%
Chr1,4-Ru1,5Chr1,4-Ru1,5-Ti3
Prochaine étape: le labo
Il faut passer les tests de laboratoire pour voir si cet émail convient à l’alimentaire. Résultats à venir…
02/12/2025 Résultats de l’émail Ru1,5%/Ox. Chr1,4%
CCE2 Consultance en Chimie des Eaux Industrielles Céramique et Chimie des Emaux CCE2 S.R.L. Rue de Hannut, 15B eric.swanet@gmail.com Tel: +32 498 51 22 87 1350 Marilles TVA : BE 0791 559 986
CONCLUSION
Aucune migration d’élément potentiellement toxique n’est détectée. L’émail est certifié compatible au contact alimentaire.
Aucune migration d’élément constitutif de l’émail n’est décelée.
L’émail est certifié très stable au contact acide.
Document annexé :
Fichier Excel (synthèse des analyses de la SWDE)